
Wykonanie blatu z materiału Corian® (część II)
W niniejszym odcinku „Festool radzi” zajmujemy się wykonaniem przykładowego blatu roboczego z materiału Corian®. W części pierwszej przygotowaliśmy elementy blatu i przykleiliśmy podklejki. W części drugiej zajmiemy się ich obróbką oraz skleimy blat w całość.
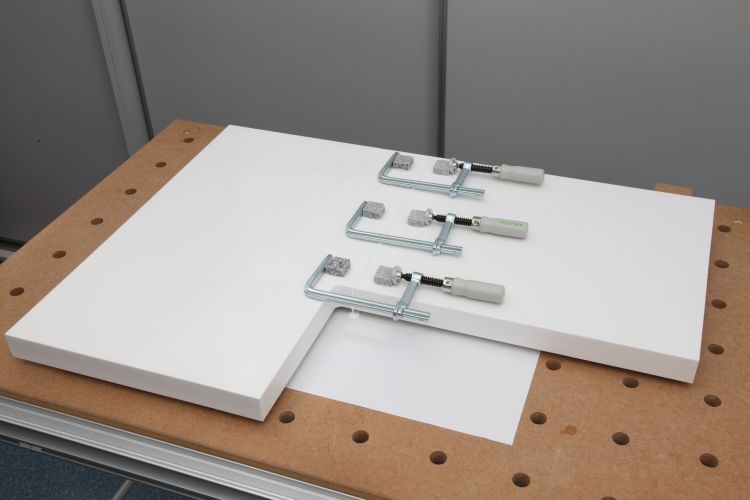
Po przyklejeniu podklejek obrzeżowych blatu i odczekaniu czasu wystarczającego na wiązanie kleju (w temperaturze pokojowej około 60 minut) przystępujemy do dalszych prac. Wstępną obróbkę krawędzi elementów blatu wykonujemy przy pomocy frezarki górnowrzecionowej OF 1400 EBQ wyposażonej we frez do wyrównywania HW D19/25 ss S12 (fot. 1.). Jego ostrze posiada geometrię spiralną, a łożysko prowadzące bieżnię zewnętrzną osłoniętą tworzywem sztucznym. Taka konstrukcja ułatwia prowadzenie frezu po materiale oraz płynne i gładkie frezowanie. Do płyty stołu maszyny mocujemy zatrzaskowo łapacz wiórów KSF-OF 1400 (fot. 2.) w celu poprawienia skuteczności odsysania podczas pracy. Tak przygotowaną frezarkę prowadzimy po krawędzi blatu ruchem przeciwbieżnym (fot. 3.). Uzyskujemy w ten sposób bardzo równe frezowanie wypływki klejowej wraz z nadmiarem płyty blatu oraz bardzo dokładne wyrównanie do płaszczyzny podklejki (fot. 4.). Przy narożu zewnętrznym występuje wypływka klejowa w spoinie pionowej łączącej elementy. Z tego względu, w tym miejscu nie mamy możliwości płynnego poprowadzenia łożyska frezu. Do wyrównania czoła podklejki możemy użyć szlifierki taśmowej BS 75 E (fot. 5.). Kolejną operacją jest frezowanie wyrównujące naroża wewnętrznego. Wykonujemy ją podobnie jak odfrezowanie omówione w pierwszej części niniejszego tematu. Do obrabianego elementu za pomocą ścisków systemowych mocujemy szablon MFS 700. Współpracuje z nim frezarka górnowrzecionowa OF 1400 EBQ (fot. 6.) wyposażona w spiralny frez palcowy z węglików spiekanych HW Spi D12/42 RD, oraz pierścień kopiujący KR-D 30,0/OF 1400. Szablon (fot. 7.) zapewnia równe prowadzenie maszyny i dzięki temu uzyskujemy dokładne wyrównanie naroża wewnętrznego (fot. 8.). Po wyrównaniu wszystkich podklejanych krawędzi obie części blatu przygotowujemy do sklejenia w całość. W celu dokładnego spasowania łączonych elementów wykonamy ich obróbkę nazywaną cięciem lustrzanym. Jest to metoda zapewniająca równoczesne cięcie obu krawędzi tych elementów. Proponujemy wykonanie tej operacji przy użyciu frezarki górnowrzecionowej OF 2200 EB z wyposażeniem systemowym. Obie części blatu układamy i mocujemy na stole roboczym równolegle do siebie krawędziami przygotowywanymi do łączenia (fot. 9.). Pomiędzy elementami należy zachować odstęp o około 2 mm mniejszy niż średnica zastosowanego frezu. W naszym przypadku jest to frez spiralny dwuostrzowy HW Spi D12/42 RD. Precyzyjny przesuw frezarki po szynie prowadzącej FS/2 zapewnia adapter prowadnicy FS-OF 2200. Po odpowiednim unieruchomieniu szyny prowadzącej i wyregulowaniu linii frezowania (frez powinien równomiernie skrawać obie obrabiane krawędzie elementów) przystępujemy do wykonania cięcia lustrzanego (fot. 10.). Frezowanie wykonane zostało precyzyjnie (fot. 11.). Przed klejeniem, należy jednak dosunąć elementy i sprawdzić czy przylegają do siebie bez zauważalnej rysy (fot. 12.). W naszym przypadku kontrola wypadła pozytywnie, możemy więc przygotować się do klejenia z zachowaniem zasad czystości opisanych w pierwszej części niniejszego tematu. Obie części blatu układamy na stole pozostawiając pomiędzy nimi niewielką szczelinę (około 2 mm). Za pomocą kleju termotopliwego, do płaszczyzny blatu, symetrycznie po obu stronach połączenia przyklejamy klocki pomocnicze. Po wykonaniu czynności przygotowawczych przystępujemy do sklejania blatu. Klej do jego łączenia dobieramy w odpowiednim kolorze zgodnie z zaleceniami producenta. Nakładamy go w przestrzeń pomiędzy elementami wyciskając za pomocą pistoletu. Końcówkę mieszającą prowadzimy tak, aby uformować ciągły pasek kleju (fot. 13.). Stosując ściski śrubowe dokręcamy je do klocków pomocniczych zapewniając równomierny docisk łączonych elementów (fot. 14.). Po odczekaniu czasu wystarczającego na wiązanie kleju przystępujemy do dalszej obróbki elementów. Prace prowadzące do wykonania gotowego blatu omówimy w trzeciej części niniejszego artykułu, w następnym wydaniu „Gazety Narzędziowej”.

Fot. 1. Frezarka OF 1400 EBQ z zamocowanym frezem do wyrównywania.

Fot. 2. Łapacz wiórów mocujemy w płycie stołu frezarki zatrzaskowo.

Fot. 3. Frezowanie przeciwbieżne krawędzi blatu.

Fot. 4. Krawędź blatu wyrównujemy zfrezowując wypływkę klejową i nadmiar płyty.

Fot. 5. Wyrównywanie czoła podklejki przy narożu zewnętrznym.

Fot. 6. Frezowanie wyrównujące naroża wewnętrznego.

Fot. 7. Szablon MFS 700 użyty do frezowania.
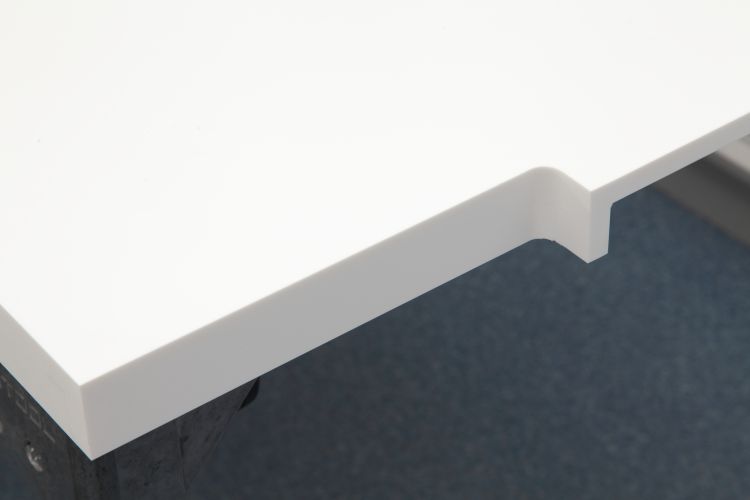
Fot. 8. Wyrównane naroże wewnętrzne.

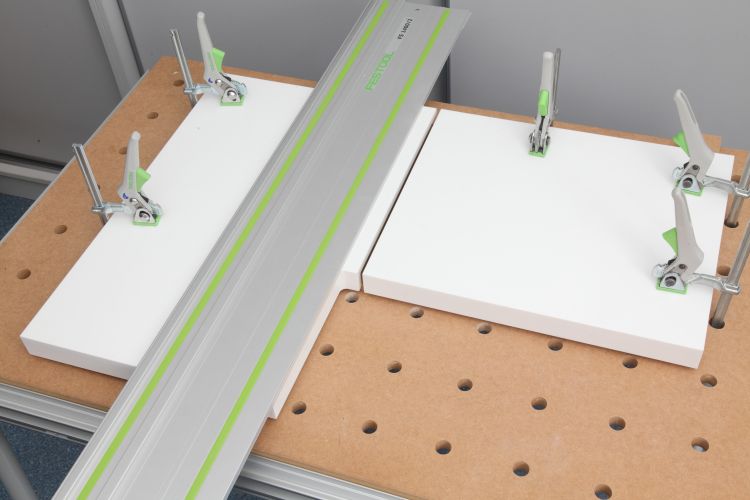
Fot. 9. Obie części blatu przygotowane do cięcia lustrzanego.

Fot. 10. Wykonanie cięcia lustrzanego.
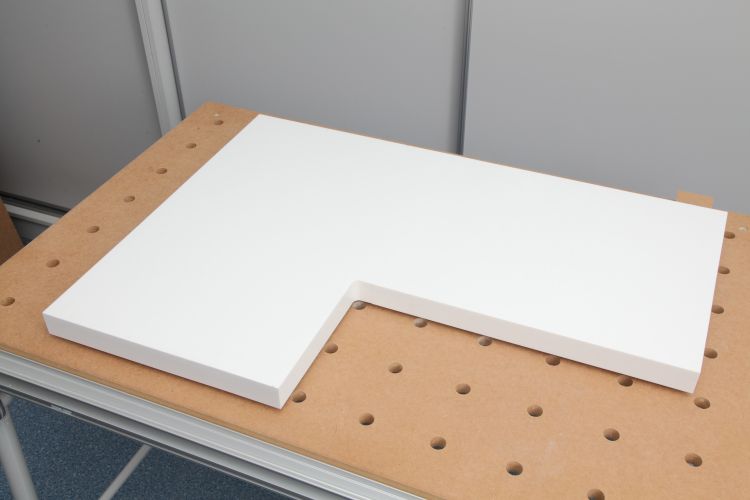
Fot. 11. Elementy blatu po wykonaniu cięcia.
Fot. 12. Sprawdzenie dokładności przylegania elementów.
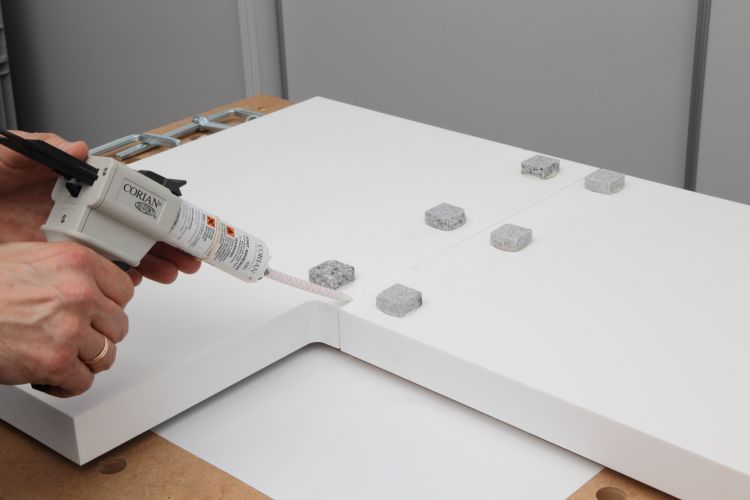
Fot. 13. Nakładanie kleju w przestrzeń pomiędzy elementami blatu.
Fot. 13. Nakładanie kleju w przestrzeń pomiędzy elementamiblatu.






