
Test gwintowników maszynowych firmy ABRABORO

Po testach gwintowników ręcznych Abraboro („Gazeta Narzędziowa„ 8/2015) przyszedł czas na próby z udziałem gwintowników maszynowych tej marki.
W przypadku gwintowania dużej liczby jednakowych otworów operację tę wykonuje się na specjalnych obrabiarkach, zwanych gwinciarkami. W warunkach warsztatowych można ją też wykonać przy użyciu wiertarek stacjonarnych lub tokarek albo za pomocą ręcznych gwinciarek elektrycznych. W każdym jednak przypadku jako narzędzia skrawające stosuje się gwintowniki maszynowe. Gwintowniki takie mają wiele odmian w zależności od zastosowania. Np. do gwintowania nakrętek stosuje się gwintowniki z chwytem prostym lub zagiętym, a w pracy na specjalnych automatach mają zastosowanie gwintowniki o śrubowej linii rowków. Pod względem budowy gwintowniki maszynowe nie różnią się w sposób zasadniczy od gwintowników ręcznych. Więc nie będziemy tu ich konstrukcji omawiali, gdyż jest analogiczna do wspomnianych gwintowników ręcznych (zob. „Gazeta Narzędziowa” 8/2015, s. 31 lub www.portalnarzedzi.pl/articles/show/2711).
Firma ABRABORO w swojej ofercie posiada gwintowniki maszynowe w zakresie wymiarowym od M2 do M12 wykonane według normy DIN 352. Narzędzia wyprodukowano ze stali szybkotnącej HSS-G, a maksymalny nacisk powierzchniowy podczas gwintowania nimi nie może przekraczać 800 N/mm2. Gwintowniki te nadają się do operacji gwintowania maszynowego lub ręcznego w stalach niestopowych i niskostopowych, w żeliwie i żeliwie ciągliwym oraz w metalach nieżelaznych.
Gwintowniki maszynowe Abraboro do otworów przelotowych charakteryzują się długim nakrojem, czyli długą częścią stożkową, która wgłębia się w materiał. Z kolei gwintowniki Abrabro do otworów nieprzelotowych mają krótką część stożkową. Narzędzia charakteryzuje zwiększony wymiar w kierunku osiowym. W części skrawającej mają kolejno ułożone nacięcia od swojego czoła aż do końca części nagwintowanej, ponieważ gwint wykonuje się maszynowo jednym gwintownikiem.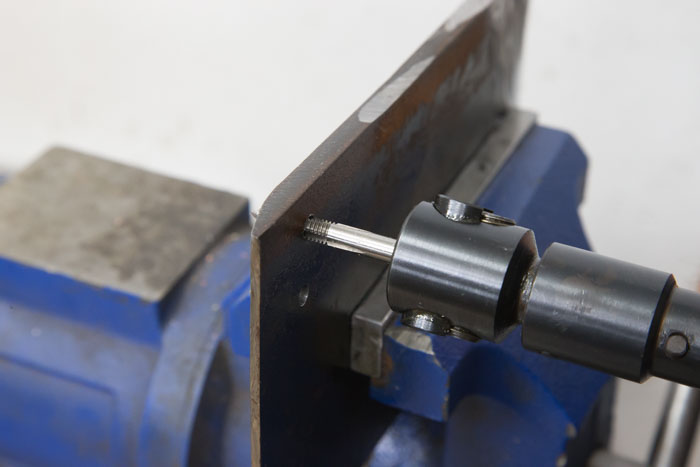
Testowaliśmy gwintowniki krótkie i długie do gwintu M6 x 1,00. Do prób z gwintownikiem krótkim (długość nakroju – 19,2 mm) użyliśmy stalowego płaskownika o grubości 11 mm, zaś z gwintownikiem długim (długość nakroju – 31,8 mm) – zamkniętego profilu stalowego o wymiarach 3 x 2 cm i grubości ścianki 2 mm. Przed gwintowaniem wykonaliśmy zgodnie z PN otwory o średnicy 5,2 mm. W przypadku gwintownika długiego gwintowaliśmy przelotowo w jednej operacji dwie ścianki profilu zamkniętego, co wymagało od nas wykonania bardzo dokładnie otworu przelotowego. Do gwintowania użyliśmy chłodziwa w sprayu i elektrycznej gwinciarki ręcznej z silnikiem 450-watowym i obrotach 500/min. Gwintowanie przebiegało szybko i bezproblemowo, w tym też w przypadku wymagającego precyzji wykonania w jednej operacji gwintu w dwóch ściankach profilu stalowego. Dokładność gwintów sprawdzona wzornikiem nie wzbudziła naszych zastrzeżeń co do ich precyzyjnego wymiaru. Naszym zdaniem gwintowniki maszynowe Abraboro, tak jak gwintowniki ręczne tej marki, zaspokajają wysokie wymagania jakościowe i operacyjne stawiane tego typu narzędziom przez profesjonalistów z przemysłu oraz rzemiosła.






