SZLIFOWANIE METALI (CZĘŚĆ VI). ODMIANY SZLIFOWANIA METALI TAŚMĄ ŚCIERNĄ
Aby jak najlepiej wykonać zadanie obróbkowe, należy wybrać odpowiednią odmianę szlifowania taśmą ścierną oraz obrabiarkę. Odmiany szlifowania można klasyfikować według różnych kryteriów.
Z punktu widzenia sposobu kształtowania obrabianej powierzchni, ze względu na wzajemne ruchy przedmiotu i narzędzia, rozróżnia się szlifowanie taśmą ścierną wzdłużne i poprzeczne; a ze względu na miejsce obróbki – szlifowanie obwodowe i boczne. Z kolei na podstawie kształtu obrabianego przedmiotu klasyfikuje się obróbkę na szlifowanie powierzchni walcowych – zewnętrznych (typu wałek) i wewnętrznych (typu otwór), powierzchni płaskich oraz kształtowych i profili. Obróbka przedmiotów taśmami ściernymi może być przeprowadzona na sucho lub z pomocą płynów obróbkowych.
Operację szlifowania taśmą ścierną można wykonać na przedmiocie, który jest albo nieruchomy, albo trzymany przez operatora i prowadzony ręcznie. Jeżeli przedmiot jest nieruchomy (stacjonarny) lub wykonuje jedynie ruch obrotowy, to obróbkę można wykonać z zastosowaniem szlifierki stacjonarnej lub prowadzonej ręcznie. Kształtowe powierzchnie przedmiotu obrabianego wymuszają tylko ręczny sposób prowadzenia szlifierki z taśmą ścierną. W przypadku gdy przedmiot obrabiany prowadzony jest ręcznie, to proces szlifowania taśmą ścierną może być wykonany tylko na szlifierkach stacjonarnych.
W zależności od kształtu obrabianego przedmiotu szlifowanie powierzchni taśmą ścierną może być wykonywane według kilku podstawowych zasad. Szlifowanie powierzchni płaskich można przeprowadzić, stosując szlifowanie wzdłużne i boczne oraz poprzeczno-boczne. Podobnie pod względem kinematycznym przebiega szlifowanie powierzchni walcowych zewnętrznych i wewnętrznych oraz szlifowanie profilowe. Z kolei w skład szlifowania powierzchni kształtowych wchodzą operacje, w wyniku których powstają powierzchnie o dowolnym kształcie. W tym wypadku operator często posiłkuje się odpowiednimi wzornikami.

Istotnym elementem procesu szlifowania taśmą ścierną jest wywieranie odpowiedniego nacisku na przedmiot obrabiany. Najbardziej rozpowszechnione jest szlifowanie taśmą podpartą (rys.1). W tej odmianie szlifowania element dociskowy lub podporowy może być nieruchomy lub przemieszczać się wzdłuż albo w poprzek kierunku przesuwu taśmy. Element podporowy lub dociskowy może mieć kształt płaski lub lekko wypukły i znajduje się po stronie wewnętrznej taśmy ściernej. Siła docisku przedmiotu do taśmy ściernej decyduje o tym, czy naddatek obróbkowy jest mniej lub bardziej intensywnie usuwany. Taśmę ścierną do materiału obrabianego może także dociskać element obrotowy w kształcie walca, rolki lub tarczy dociskowej.
W warunkach przemysłowych szlifowanie taśmą ścierną może być realizowane według zasady ze stałą siłą docisku lub też według zasady ze stałym dosuwem. Szlifowanie ze stałą siłą docisku zapewnia jednolitą jakość powierzchni obrabianej przy jednoczesnej dużej wydajności objętościowej szlifowania. Stała siła docisku powoduje, że na wszystkich powierzchniach usuwane są równe naddatki obróbkowe. Szlifowanie ze stałym dosuwem zapewnia uzyskiwanie wysokich dokładności wymiarowo-kształtowych przy niezmiennej wydajności objętościowej szlifowania. Jakość uzyskanej warstwy wierzchniej, siła i temperatura w strefie obróbki zależą od stopnia zużycia nasypu ściernego.
Podczas obróbki przedmiotów o bardziej złożonym kształcie taśma ścierna powinna dobrze dopasowywać się do kształtu przedmiotu. W takim przypadku stosuje się szlifowanie taśmą swobodną, która dociskanemu do taśmy przedmiotowi przeciwdziała tylko własnym napięciem. Stałe napięcie taśmy uzyskuje się poprzez tarczę prowadzącą taśmę, która pełni jednocześnie funkcję tarczy napinającej.
Generalnie obróbkę metodą szlifowania można prowadzić na sucho lub z zastosowaniem płynów obróbkowych. Jednak w procesie szlifowania taśmą ścierną występuje stosunkowo niska temperatura w strefie styku. Dlatego rola płynu obróbkowego jest nieco inna aniżeli w procesie szlifowania ściernicą spojoną. Mimo że szlifowanie większości materiałów przeprowadza się zazwyczaj na sucho, to i tak uzyskuje się znaczne wydajności objętościowe szlifowania oraz dużą trwałość taśmy, bez pogorszenia jakości obrabianej powierzchni.
W zależności od sposobu prowadzenia i docisku taśmy ściernej za pomocą szlifowania taśmowego można wykonywać obróbkę zgrubną, kształtującą i wykańczającą. Do obróbki zgrubnej stosuje się taśmę ścierną gruboziarnistą (P30÷P60) pracującą ze stałym dociskiem lub ze stałym dosuwem dociskaną tarczą twardą. Jeżeli taśma pracuje ze stałym dosuwem, a koło dociskowe ma twardą i gładką powierzchnię, to w czasie takiej obróbki możliwe jest uzyskanie dokładnych wymiarów i wymaganego kształtu. Jeżeli z kolei tarcza dociskowa jest miękka, gładka i współpracuje z taśmą o dużej elastyczności i drobnej ziarnistości (P180÷P400) oraz pracuje w układzie ze stałym dociskiem, to obróbka ma charakter typowo gładkościowy.
W praktyce przemysłowej w procesach szlifowania taśmami ściernymi wprowadzane są coraz nowsze warianty kinematyczne i odpowiednie do tego nazewnictwo. W ostatnich latach bardzo upowszechniły się nowe odmiany obróbki ściernej z wykorzystaniem taśmy ściernej, np. szlifowanie wysokowydajne wykonywane przy zwiększonych naciskach jednostkowych w strefie skrawania. Zwiększone naciski w strefie skrawania prowadzą do wzrostu grubości warstwy skrawanej i dlatego w tych układach obróbki wymagane są duże moce napędowe. Do szlifowania zgrubnego KLINGSPOR poleca wiele typów taśm, w tym taśmy papierowe oznaczone symbolami PS 20 F (elektrokorund z pełnym nasypem na podłożu papierowym F), PS 21 F (elektrokorund cyrkonowy z pełnym nasypem na podłożu papierowym F) i CS 411 Y (elektrokorund cyrkonowy na podłożu poliestrowym).
Natomiast zgrubne szlifowanie obwodowe taśmą ścierną umożliwia uzyskanie dużych wydajności objętościowych. Jakość powierzchni i dokładność wymiarowa ma w tym przypadku mniejsze znaczenie. Ten rodzaj obróbki stosuje się np. do usuwania zadziorów lub do zeszlifowywania nadlewów w odlewach żeliwnych. Obróbkę tę wykonuje się na sucho, aby zmniejszyć wartości sił szlifowania, które mogłyby wzrosnąć w przypadku przetłaczania płynu obróbkowego między taśmą ścierną a powierzchnią obrabianą. Do szlifowania zgrubnego KLINGSPOR rekomenduje m.in. taśmę CS 310 X z ziarnem elektrokorundu na płótnie, taśmę CS 411 Y z ziarnem elektrokorundu cyrkonowego na mocnym, wytrzymałym na zrywanie podłożu poliestrowym do szlifowania zgrubnego i międzyoperacyjnego, jak też usuwania zadziorów.
Kolejną odmianą nowych rodzajów obróbki ściernej jest obwodowe szlifowanie wymiarowe, które wykonuje się jako następną operację po szlifowaniu zgrubnym. W tej operacji szlifowania uzyskuje się dużą gładkość powierzchni i dokładne wymiary. Stosowane płyny obróbkowe nie wpływają negatywnie na okres trwałości taśmy ściernej, ponieważ w tym szlifowaniu stosuje się małe dosuwy i pojedyncze ziarna ścierne są mało obciążone. Ciecze obróbkowe powodują obniżenie chropowatości powierzchni nawet o 30% w porównaniu do szlifowania na sucho. Typowym przykładem tej odmiany szlifowania jest szlifowanie materiałów nierdzewnych w przemysłach przetwarzających blachę.
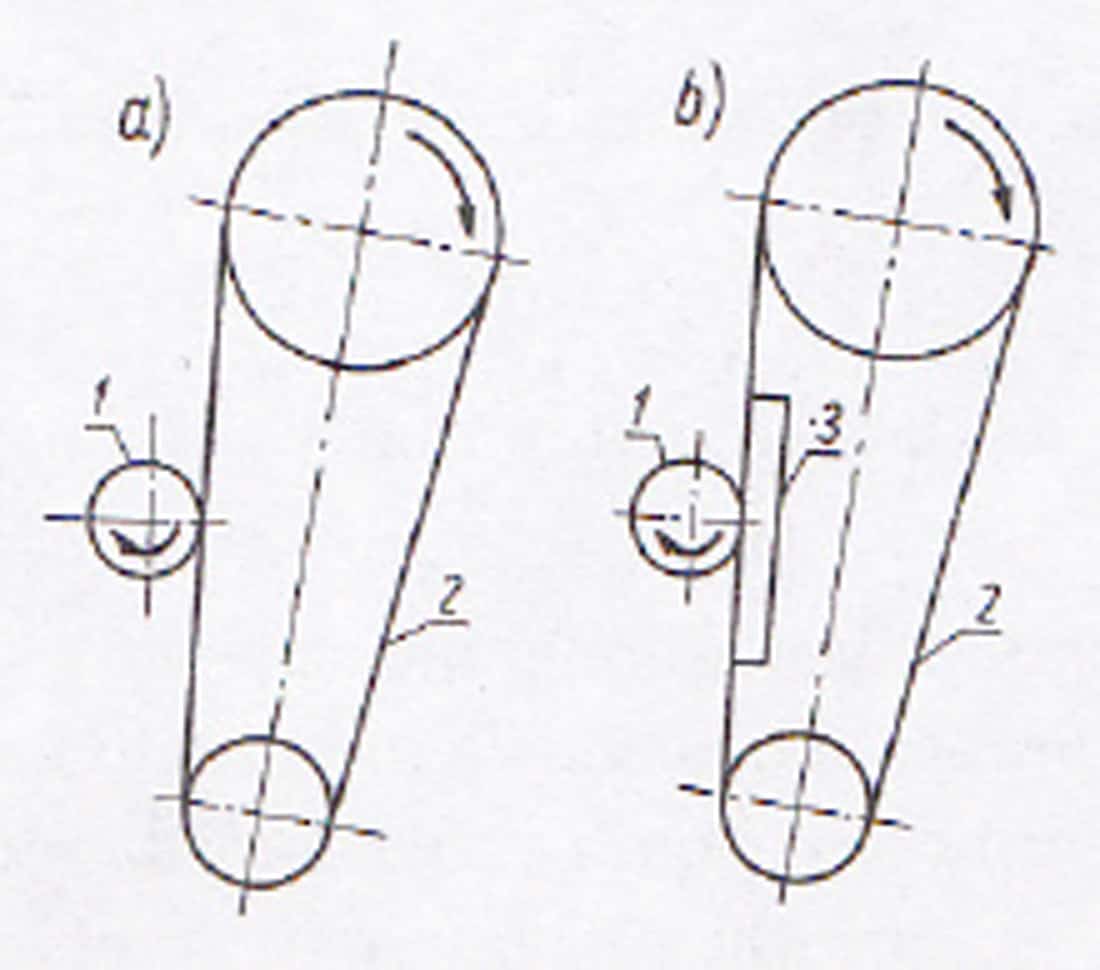
Rys.1. Schemat podstawowych odmian szlifowania taśmą ścierną: a) szlifowanie swobodne, b) szlifowanie z podporą; 1 – przedmiot obrabiany, 2 – taśma ścierna, 3 – element podporowy
Do szlifowania na wymiar spośród wielu typów taśm bezkońcowych KLINGSPORA szczególnie nadaje się taśma PS 729 F z aglomeratem elektrokorundu rekomendowana do szlifowania międzyoperacyjnego i wykończeniowego oraz taśma LS 309 JF z ziarnem elektrokorundu na podłożu płóciennym do obróbki profilowanych elementów metalowych w celu uzyskania delikatnych powierzchni.
Kolejnym rodzajem jest dogładzanie oscylacyjne taśmami i foliami ściernymi stosowane w celu nadania powierzchni obrabianej dużej gładkości, bez wprowadzenia istotnych zmian kształtu. Do tego rodzaju obróbki KLINGSPOR proponuje m.in. specjalny pas bezkońcowy z węglikiem krzemu na płótnie do obróbki stali i stali szlachetnej, przeznaczony zwłaszcza do satynowego szlifowania wykańczającego oraz do polerowania.





