
SZLIFOWANIE METALI (CZĘŚĆ IX). SZLIFOWANIE STALI WĘGLOWYCH I ŻELIWA TAŚMAMI ŚCIERNYMI
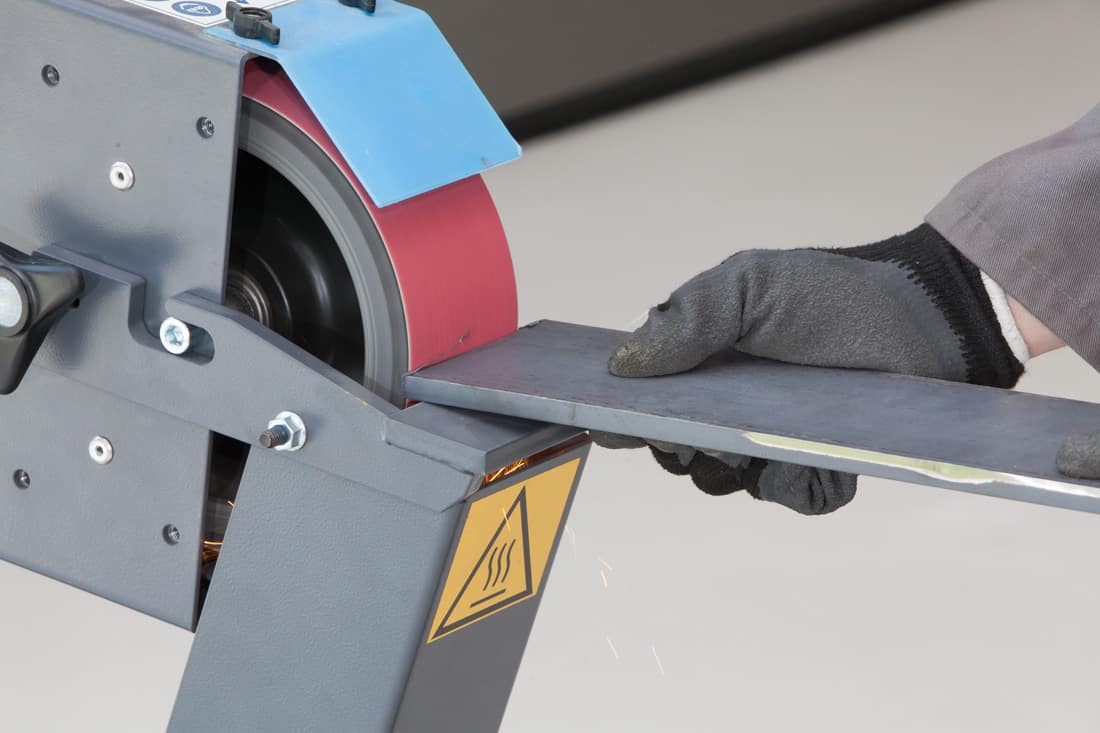
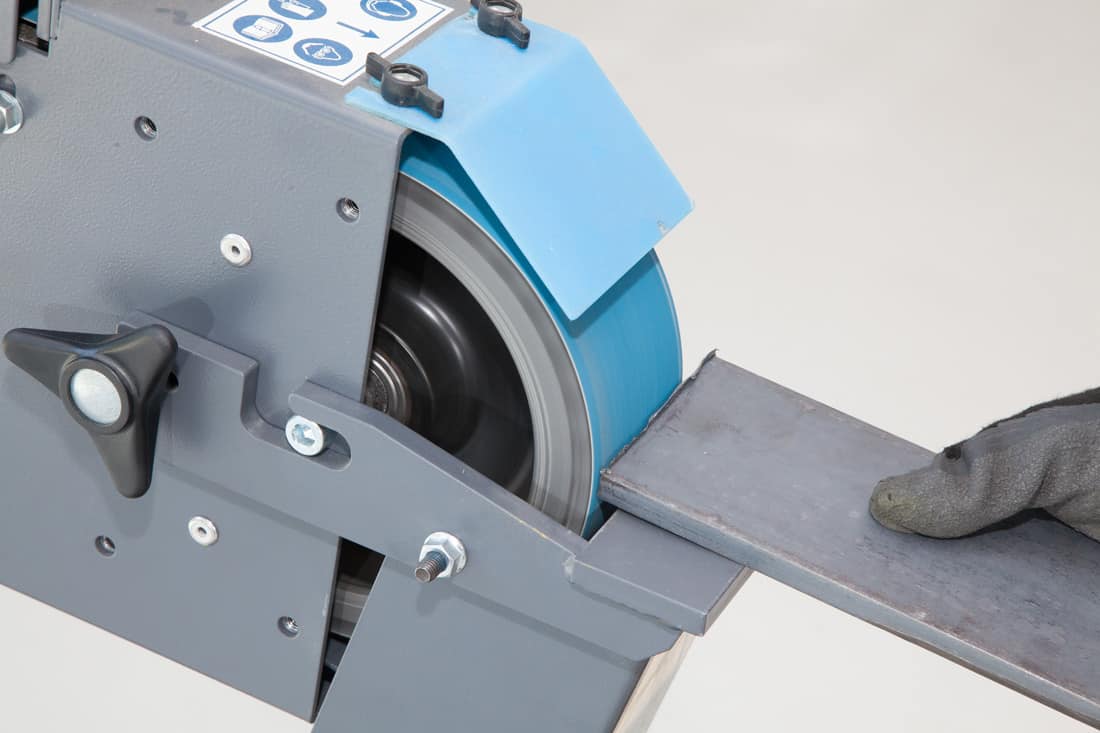
Warunki szlifowania taśmami ściernymi bardzo zależą od rodzaju obrabianego materiału. Obrabiane elementy stalowe występują najczęściej w postaci odkuwek, konstrukcji spawanych, elementów tłoczonych lub wykrawanych z blach. Szlifowanie taśmami ściernymi w przypadku odlewów z żeliwa przeprowadza się głównie na powierzchniach przylgowych oraz w przypadku usuwania wypływek i nadlewów, załamywania ostrych krawędzi i naroży.
Elementy stalowe tłoczone to najczęściej pojemniki, osłony, części samochodowe itp. W miejscach przetłoczeń i ciągnięć blacha może wykazywać niewielkie uszkodzenia powierzchni, a na wykrawanych elementach z reguły występują zadziory i ostre krawędzie. Uszkodzenia te usuwa się najczęściej taśmą na ciężkim i mocnym podłożu z nasypem elektrokorundowym, cyrkonkorundowym lub nasypem elektrokorundu ceramicznego spojonym żywicą na tarczy z gumowym wieńcem. Obróbka powinna przebiegać w kilku przejściach różniących się wielkością ziaren ściernych. Wstępne szlifowanie wykonuje się taśmą o ziarnistości P60÷80, szlifowanie wtórne P100÷150, a obróbkę dokładną ziarnem P180÷320 z ewentualnym dodatkiem smaru stałego. Wszystkie te operacje można wykonać taśmą ścierną Klingspor CS 310 X, która produkowana jest w szerokim zakresie granulacji (od P24 do P600). Materiały z ziarnem elektrokorundu cyrkonowego i elektrokorudu ceramicznego są dostępne tylko w granulacjach zgrubnych i średnich (CS411X/Y – od P24 do P120, CS912Y – od P24 do P180)
Odkuwki stalowe charakteryzują się chropowatą powierzchnią, często z miejscowymi uszkodzeniami. W takich przypadkach pierwszą operacją jest szlifowanie zgrubne taśmą z nasypem o ziarnistości P24÷50 z elektrokorundu cyrkonowego na sztywnej i ciężkiej tkaninie poliestrowej (np. Klingspor CS 411 Y).
Wyższą wydajność i szybsze tempo pracy zapewniają materiały z nasypem elektrokorundu ceramicznego (Klingspor CS912Y). Kolejną operację wykonuje się taśmą o ziarnistości P60÷120 na lżejszej tkaninie (np. Klingspor CS 310 X lub CS411X). Do obróbki zgrubnej i średniej, podczas której dochodzi miejscowo do powstawania bardzo wysokiej temperatury (duża powierzchnia styku taśmy ściernej i elementu obrabianego), warto zastosować płótno ścierne z warstwą chłodzącą Multi (CS409Y i CS910Y). Przedłuża ona 2–3-krotnie żywotność taśmy ściernej przy nieznacznym spadku agresywności obróbki. Obróbkę wykończeniową najlepiej wykonać taśmą z lekkiego płótna i ziarnem P150÷180 (np. Klingspor LS 309 J). W obróbce stalowych odkuwek należy stosować dość duże naciski jednostkowe i prędkości skrawania w zakresie od 20 do 30 m/s, a samo szlifowanie odbywa się na sucho. Większe naciski i mniejsze prędkości dotyczą szlifowania wstępnego, a mniejsze naciski i większe prędkości skrawania stosuje się w operacjach wykończeniowych. Tarcze dociskowe do obróbki zgrubnej powinny być wykonane z twardej gumy lub tworzywa sztucznego. Obróbka wykończeniowa powinna być prowadzona na odpowiednio bardziej miękkich kołach kontaktowych powleczonych gładką gumą.
W spawanych elementach konstrukcji stalowych z reguły wykorzystywane są ściernice listkowe na talerzu wypukłe SMT 624 (P40, P60) lub płaskie SMT628 (P40, P60). Wyższą wydajność w szczególności do wygładzania bardzo masywnych spawów oferują produkty w klasie jakości Special SMT926 (P40) i SMT924 (40)
Rury i pręty okrągłe często pokrywa się powłoką galwaniczną lub lakierniczą. W takim przypadku wymagana jest duża gładkość powierzchni (Ra poniżej 1µm). Aby uzyskać taką gładkość, operację szlifowania przeprowadza się w kilku etapach, rozpoczynając taśmą o ziarnistości P80, a kończąc taśmą o ziarnistości P400, przy prędkości skrawania 30 m/s. W operacjach zgrubnych dobrze sprawdzą się pasy bezkońcowe Klingspor CS 411 X/Y (P80 – P120). Do zasadniczego szlifowania wykorzystywane są taśmy ścierne z nasypem aglomerowanym (o przedłużonej żywotności), np. CS326Y (P80 – P800).
Do obróbki ściernej odlewów z żeliwa szarego stosuje się taśmy z ziarnem elektrokorundowym ze spoiwem pełnożywicznym. W obróbce zgrubnej i kształtującej należy zastosować mocne i ciężkie podłoże korundowe (Klingspor CS 412 Y) lub z elektrokorundem cyrkonowym (Klingspor CS 411 Y) o ziarnistości P24÷36, a w dalszych operacjach o ziarnistości P60÷80 i P120÷150 oraz lżejsze podłoża (np. Klingspor LS 309 J). Od ziarnistości P120 szlifowanie zaleca się wspomagać olejem mineralnym lub smarem. Jeżeli odlew ma twardy naskórek odlewniczy, to do zgrubnej obróbki ściernej należy użyć ziaren z węglika krzemu o wielkości P60÷80 na sztywnym podłożu lub drobniejsze ziarno, jeżeli chce się uzyskać gładszą powierzchnię (np. Klingspor CS 333 X). Zalecane prędkości szlifowania powinny zawierać się w przedziale 20÷30 m/s. Szlifowanie dużych powierzchni przylgowych korpusów żeliwnych wymaga stosowania taśm z ziarnem z elektrokorundu cyrkonowego, które jest bardziej agresywne w porównaniu do zwykłego elektrokorundu. W takim wysokowydajnym szlifowaniu zaleca się stosować taśmę z ziarnem o wielkości P24÷80 na mocnym podłożu z prędkością skrawania w zakresie 30÷40m/s. W tym przypadku odpowiedni będzie pas bezkońcowy na podłożu płóciennym X z ziarnem elektrokorundu cyrkonowego Klingspor CS 411 Y. Zastosowanie dużego docisku umożliwia w pojedynczym przejściu usunięcie naddatku od 1 do 3 mm. Szlifowanie zgrubne żeliwa szarego można przeprowadzać przy użyciu płynów obróbkowych, a szlifowanie wykończeniowe odbywa się z reguły na sucho.
Jan Krzos
Literatura
1. Katalog firmy Klingspor 2016 „Dobry. Bezpieczny. Żółty”.
2. Pszczołowski W., Rosienkiewicz P., „Obróbka ścierna narzędziami nasypowymi”, WN-T, Warszawa1995.






