
SZLIFOWANIE METALI (CZĘŚĆ III). TAŚMY ŚCIERNE BEZKOŃCOWE
Klingspor produkuje i dostarcza na rynek pasy bezkońcowe w szerokim zakresie wymiarów i na różnych podłożach z papieru i płótna. Pasy bezkońcowe mają zastosowanie do wszelkiego rodzaju procesów szlifowania, do różnych rodzajów obróbki i szerokiej gamy materiałów metalowych.
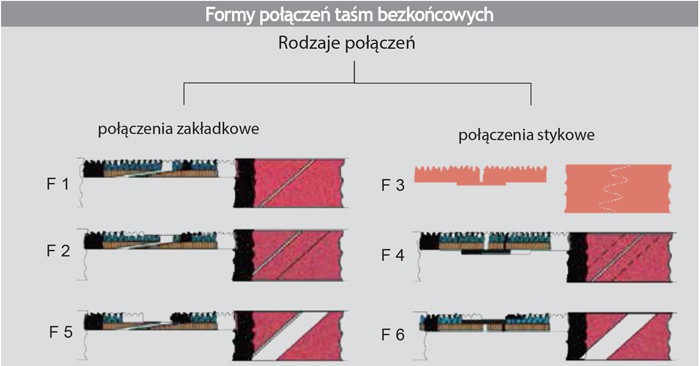
Taśmy ścierne bezkońcowe należą do grupy narzędzi ściernych o bardzo szerokim zakresie zastosowania w produkcji przemysłowej. Wykonuje się je na żądany wymiar przez wykrawanie z szerokich rulonów, a końce łączy przez sklejenie według specjalnie opracowanych technologii. Głównym materiałem ściernym taśm bezkońcowych są ziarna elektrokorundu, elektrokorundu stopowego cyrkonowego, ceramicznego korundu spiekanego, węglika krzemu i jego aglomeratu. Ze względu na budowę nasypu spotyka się taśmy z nasypem jednowarstwowym, wielowarstwowym i przestrzennym. W zależności od przeznaczenia taśmy mogą posiadać nasyp otwarty – rozrzedzony, o pokryciu powierzchni 50–70%, półotwarty o pokryciu powierzchni podłoża 70–90% i nasyp zamknięty (pełny), który pokrywa 100% powierzchni podłoża. Ze względu na połączenie końców wyróżnia się taśmy ze złączem zakładkowym i ze złączem stykowym. W ramach tych złączy w zależności od warunków eksploatacji lub żądanych cech powierzchni przedmiotu obrabianego występują odmiany połączeń. Podstawowe i najbardziej uniwersalne, ze względu na zastosowanie, jest standardowe złącze zakładkowe. Odmianą tego złącza jest złącze z zeszlifowanymi wierzchołkami ziarna ściernego, które nie pozostawia śladów na szlifowanej powierzchni. Ten typ połączenia jest wykorzystywane głównie do klejenia pasów na podłożu płóciennym. Z kolei złącza doczołowe są wykonywane jako proste lub faliste podklejone folią. Są one stosowane wtedy, gdy wymagana jest praca bez uderzeń, a ponadto złącze takie zapewnia pełne wykorzystanie taśmy ze względu na możliwość dwukierunkowego szlifowania.

Gdy nie ma szczególnych wymagań technologicznych, stosuje się taśmy o złączach zakładkowych. Połączenia taśm bezkońcowych wykonywane są pod kątem w zakresie od 45 do 90°, w zależności od zastosowania i długości pasa bezkońcowego. Szerokość połączenia zakładkowego wynosi zwykle 19 mm, a jego grubość nie powinna być większa o 0,05 – 0,1 mm od grubości materiału łączonego.
Taśmy, których końce są połączone na zakładkę, powinny pracować w ściśle określonym kierunku, zgodnie ze strzałką znajdującą się na podłożu.
W zależności od szerokości taśmy ściernej bezkońcowe dzielimy je na taśmy wąskie (do 400 mm) i szerokie (od 401 mm). W obróbce ręcznej taśmy bezkońcowe stosowane są jako pilniki ścierne i ich szerokość zwykle nie przekracza 80 mm.
Natomiast w obróbce zmechanizowanej, na szlifierkach stacjonarnych, w procesach szlifowania powierzchni płaskich, ich szerokość może dochodzić do 1600 mm. Szerokość taśm jest dobierana w zależności od kształtu i wymiarów obrabianego materiału, konstrukcji obrabiarki i sposobu wywierania docisku taśmy do szlifowanej powierzchni. Ta sama norma przewiduje, że długości taśm powinny wynosić od 150 do 12500 mm. Jednak optymalne i najczęściej stosowane są długości zawierające się w granicach 1500–4000 mm.
Aby jak najlepiej wykorzystać taśmę bezkońcową, należy dokonać właściwego wyboru rodzaju podłoża, spoiwa, rodzaju ziarna ściernego i jego numeru (granulacji). W zależności od zakresu jej stosowania istotne znaczenie może mieć również rodzaj nasypu. Wszystkie rodzaje standardowych taśm bezkońcowych znajdują szerokie zastosowanie w szlifowaniu, polerowaniu i czyszczeniu powierzchni przedmiotów wykonanych ze stali węglowych, stali nierdzewnej, metali nieżelaznych, a także drewna, szkła, ceramiki i innych tworzyw technicznych.
Osobną grupę stanowią folie ścierne wykonane z cienkiego litego tworzywa poliestrowego o tolerowanej grubości. Głównie stosowana jest folia o grubości ok. 100 µm. Materiały ścierne na podłożu foliowym wykorzystywane są przede wszystkim do wykończeniowej obróbki lakierów w przemyśle meblarskim (krążki samoprzyczepne, pasy bezkońcowe) oraz samochodowym i w obróbce powierzchni laminatów żywicznych (krążki samoprzyczepne).
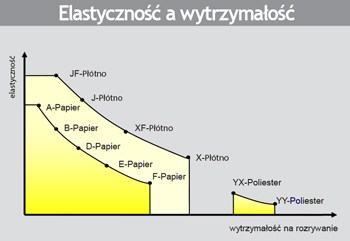
KLINGSPOR w produkowanych bezkońcowych taśmach ściernych jako materiały podłożowe stosuje papier, płótno bawełniane i poliestrowe oraz włókninę szlifierską. Do szlifowania maszynowego wykorzystywane są papiery ciężkie oznaczone symbolami D (140 – 150 g/m2), E (200 – 230 g/m2) i F (270 g/m2). Do taśm przewidzianych do prac, w których wymagana jest większa wytrzymałość mechaniczna, KLINGSPOR stosuje tkaniny oznaczone literami: J (płótno lekkie), JF (płótno lekkie elastyczne), X (płótno ciężkie), XF (płótno ciężkie elastyczne) i Y dla tkaniny ciężkiej poliestrowej. Do mechanicznego wykończenia metalowych powierzchni płaskich lub lekko profilowanych doskonale nadają się pasy bezkońcowe wykonane z włókniny szlifierskiej wzmocnionej, które KLINGSPOR produkuje w szerokim zakresie wymiarów.*
J. Krzos

* Opracowano na podstawie materiałów informacyjnych firmy KLINGSPOR oraz podręcznika Pszczołowski W., Rosienkiewicz P., „Obróbka ścierna narzędziami nasypowymi”, WN-T, Warszawa 1995.








Bardzo obszerny i ciekawy materiał, dzięki wielkie. Mam niemały problem z odpowiednim doborem pasów, a stosuje je dosyć często. Zaopatruje się w pasy na http://www.pasyscierne.pl/, chociaż czasami wolałbym wziąć je najpierw do ręki i zobaczyć je fizycznie. Jakby nie patrzeć, pasy są bardzo specjalistycznym elementem obróbki, bo muszą być dobrane dosyć precyzyjnie co do wykonywanego przez nich zadania.
Przekazaliśmy Pana komentarz do firmy Klingspor. Skontaktują się z Panem sprawie doboru pasów bezkońcowych.
Serdecznie pozdrawiamy. portalnarzedzi.pl