
Strugi przewodowe (część II a). Konstrukcja
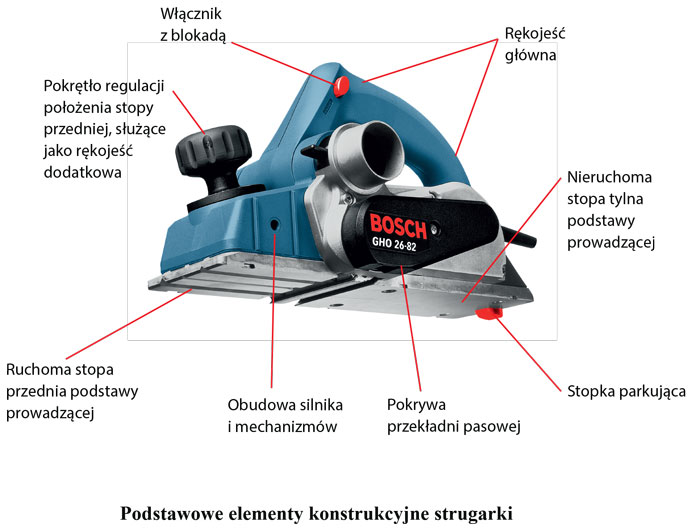
Strugi mają następujące główne podzespoły: silnik elektryczny, wentylator układu chłodzenia, układ odprowadzania wiórów, przekładnię pasową do napędu głowicy strugającej, głowicę strugającą z wymiennymi nożami, podstawę prowadzącą, układ regulacji położenia stopy przedniej, stopkę parkującą, obudowę z rękojeścią główną i dodatkową, włącznik, układy elektroniczne optymalizujące działanie.
Strugi wyposaża się w silniki komutatorowe zasilane jednofazowym prądem zmiennym 230 V. Niektóre modele tych urządzeń, zasilane sieciowo, mają tzw. samoodłączające się szczotki węglowe. W ten sposób zabezpieczany jest komutator wirnika przed zetknięciem się z mocowaniem szczotek, następuje w wyniku ich całkowitego zużycia i powoduje uszkodzenie wirnika. Silnik w strugarkach ustawiony jest poprzecznie w stosunku do linii wyznaczającej długość tych elektronarzędzi.
Ponieważ omawianymi elektronarzędziami pracuje się intensywnie, potrzebują one wydajnego chłodzenia. Zapewnia je wentylator zamontowany na wale wirnika. Układ chłodzenia tych urządzeń nie służy jednak do odprowadzania wiórów, tak jak to jest np. w szlifierkach mimośrodowych. Podczas obróbki prowadzanej za pomocą strugów wióry są szybko usuwane z pola pracy przez noże głowicy do specjalnego worka. Można do tego celu użyć także odkurzacza, gdy maszyna jest wyposażona w adapter do podłączenia węża odsysającego.
Silnik w stosunku do głowicy strugającej jest ustawiony równolegle. Stąd w zasadzie najbardziej praktycznym i ekonomicznym rozwiązaniem jej napędu jest przekładnia pasowa z paskiem zębatym. I w taki właśnie mechanizm przeniesienia napędu wyposażone są ręczne strugi elektryczne. Jego zadaniem jest transmisja obrotów z silnika do głowicy, przy czym dokonuje się także ich zmniejszenie o ok. 50% (podaliśmy wielkość średnią, dokładne parametry pewnych modeli znacznie odbiegają od średniej i zależne są od średnicy głowicy).

Głowice strugające są metalowe i przeważnie wyposażane w dwa noże strugarskie (poza nielicznymi wyjątkami z jednym tego typu narzędziem lub trzema). Noże są wykonane przeważnie ze stali szybkotnącej HSS (mogą być ostrzone) lub mają ostrza z węglików spiekanych (nie podlegają ostrzeniu). Ich ułożenie jest dwojakie: albo równoległe do boków głowicy, albo ukośne. Drugie wykonanie głowic umożliwia struganie poprzeczne, przy czym czoło struga jest prostopadłe do kierunku posuwu. Taki układ noży oczywiście ułatwia operatorowi pracę i zmniejsza obciążenie maszyn, gdyż w struganiu nie biorą udziału jednocześnie ich ostrza. Głowice są starannie wyważane, aby nie dochodziło do ich „bicia”, powstawania wibracji i uszkodzenia powierzchni obrabianej. W tym celu wykonuje się w nich otwory.
Ponieważ omawianymi elektronarzędziami pracuje się intensywnie, potrzebują one wydajnego chłodzenia. Zapewnia je wentylator zamontowany na wale wirnika. Układ chłodzenia tych urządzeń nie służy jednak do odprowadzania wiórów, tak jak to jest np. w szlifierkach mimośrodowych. Podczas obróbki prowadzanej za pomocą strugów wióry są szybko usuwane z pola pracy przez noże głowicy do specjalnego worka. Można do tego celu użyć także odkurzacza, gdy maszyna jest wyposażona w adapter do podłączenia węża odsysającego.
Silnik w stosunku do głowicy strugającej jest ustawiony równolegle. Stąd w zasadzie najbardziej praktycznym i ekonomicznym rozwiązaniem jej napędu jest przekładnia pasowa z paskiem zębatym. I w taki właśnie mechanizm przeniesienia napędu wyposażone są ręczne strugi elektryczne. Jego zadaniem jest transmisja obrotów z silnika do głowicy, przy czym dokonuje się także ich zmniejszenie o ok. 50% (podaliśmy wielkość średnią, dokładne parametry pewnych modeli znacznie odbiegają od średniej i zależne są od średnicy głowicy).
Głowice strugające są metalowe i przeważnie wyposażane w dwa noże strugarskie (poza nielicznymi wyjątkami z jednym tego typu narzędziem lub trzema). Noże są wykonane przeważnie ze stali szybkotnącej HSS (mogą być ostrzone) lub mają ostrza z węglików spiekanych (nie podlegają ostrzeniu). Ich ułożenie jest dwojakie: albo równoległe do boków głowicy, albo ukośne. Drugie wykonanie głowic umożliwia struganie poprzeczne, przy czym czoło struga jest prostopadłe do kierunku posuwu. Taki układ noży oczywiście ułatwia operatorowi pracę i zmniejsza obciążenie maszyn, gdyż w struganiu nie biorą udziału jednocześnie ich ostrza. Głowice są starannie wyważane, aby nie dochodziło do ich „bicia”, powstawania wibracji i uszkodzenia powierzchni obrabianej. W tym celu wykonuje się w nich otwory.
Autor: pins





