
PRZYRZĄD DO POŁĄCZEŃ KOŁKOWYCH JUFISTO JU-WWS-1004 I JEGO ZASTOSOWANIA (CZĘŚĆ II)
W ofercie marki Jufisto znajduje się przyrząd do połączeń kołkowych JU-WWS-1004, który w znacznym stopniu ułatwia ich wykonywanie. W II części artykułu opowiemy, jak wykonać boczne i środkowe prostopadłe połączenia elementów płytowych.
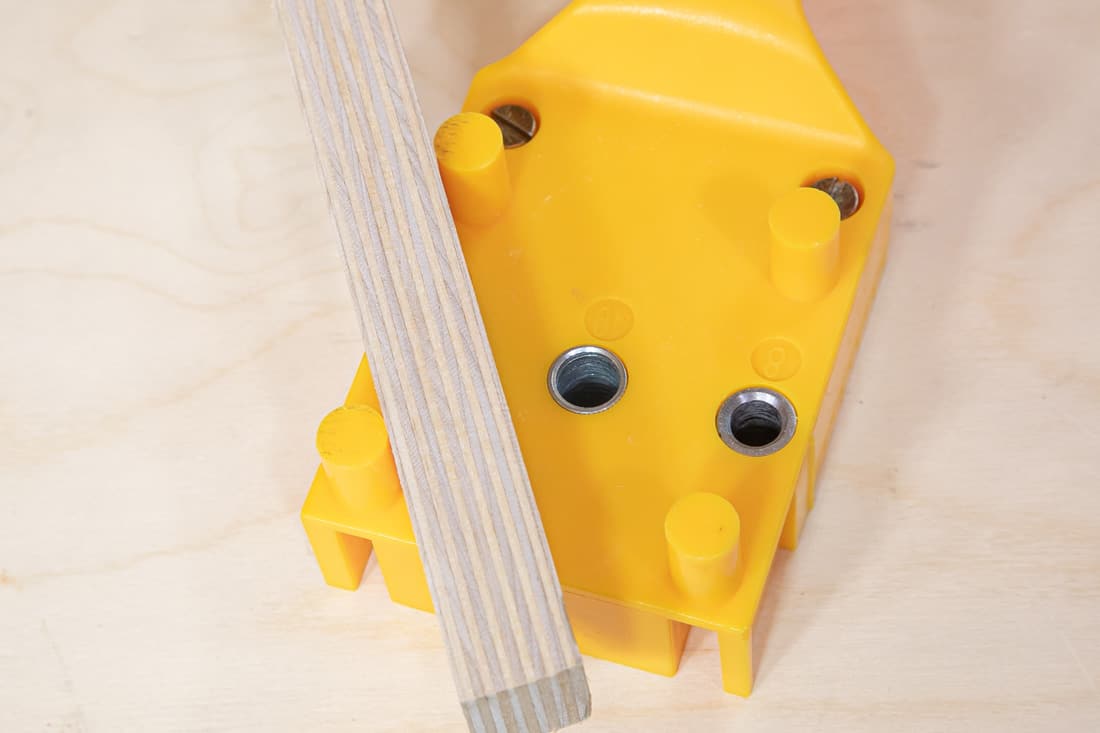
Przypomnijmy, przyrząd do połączeń kołkowych Jufisto JU-WWS-1004 (fot. 1. i 2.) wykonano z mocnego tworzywa sztucznego. Pod względem konstrukcji jest to proste narzędzie. Jego elementami są korpus i ruchoma stopka oporowa. W korpusie mamy cztery bolce pozycjonujące, trzy stalowe tuleje prowadzące do wierteł o średnicach 6, 8 i 10 mm, trzy prowadzenia służące do prawidłowego pozycjonowania otworów na kołki w drugim elemencie łączonym, rękojeść do trzymania i śrubowe mocowanie umożliwiające prawidłowe ustawienie stopki. Każde z prowadzeń służy do kołków o średnicach odpowiadających danej tulei, czyli 6, 8 i 10 mm. Natomiast w stopce, oprócz specjalnie profilowanego mocowania do korpusu, mamy też 3 podłużne otwory do prawidłowego pozycjonowania otworów na kołki w drugim elemencie łączonym. Ich szerokość również odpowiada średnicy tulei i w konsekwencji mocowanych kołków. Przyrząd Jufisto JU-WWS-1004 umożliwia wykonanie prostopadłych i doczołowych połączeń kołkowych płyt z materiałów drewnopochodnych lub formatek z drewna litego o dowolnej długości i grubości do 30 mm. W zależności od średnicy stosowanych kołków łączone elementy pozycjonuje się tak jak pokazują fotografie 3. (elementy o grubości maksymalnej 25 mm dla kołków o średnicach 6 mm), 4. (elementy o grubości maksymalnej 25 mm dla kołków o średnicach 8 mm) i 5. (elementy o grubości maksymalnej 30 mm dla kołków o średnicach 10 mm).


Fot. 1. i 2. Przyrząd do połączeń kołkowych Jufisto JU-WWS-1004
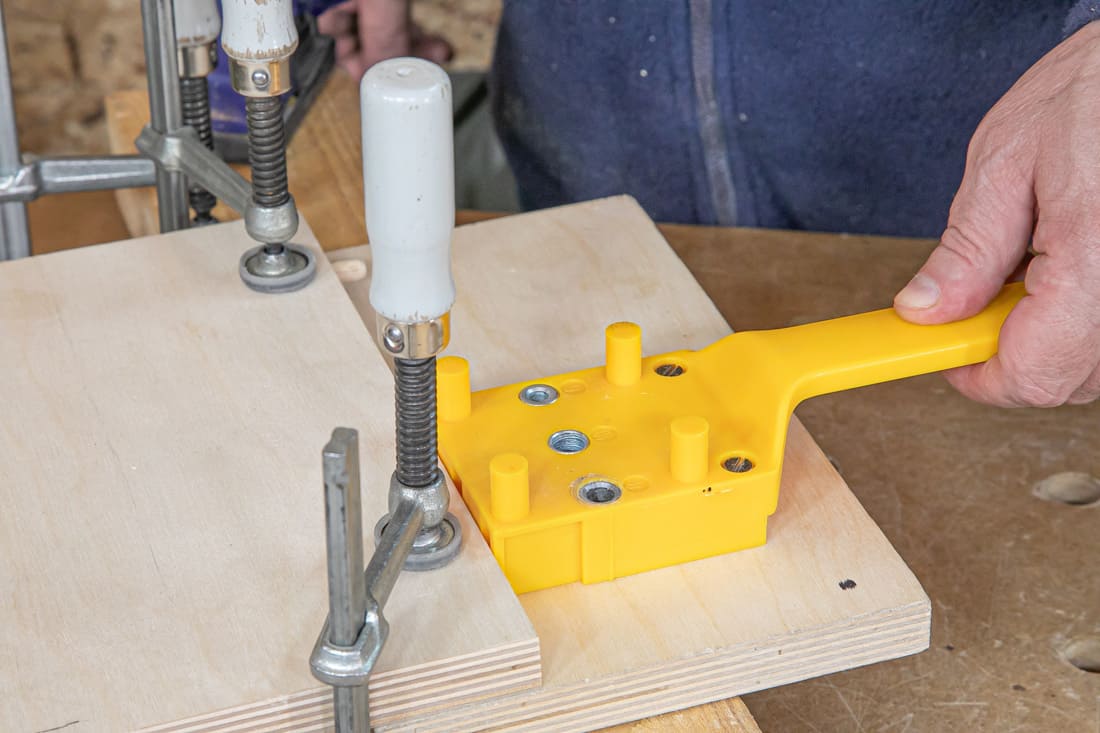
W celu prawidłowego wykonania prostopadłych połączeń elementów płytowych za pomocą przyrządu Jufisto JU-WWS-1004 posłużymy się dwoma formatkami ze sklejki o grubości 20 mm, które połączymy kołkami o średnicy 8 mm. Najpierw wykonamy ich prostopadłe połączenie boczne. W tym celu demontujemy stopkę w przyrządzie (fot. 6. i 7.), używając do tego wkrętaka. Następnie oznaczamy formatki, np. literami „A” i „B” (fot. 8.), i wyznaczamy punkty wykonania otworów w pierwszej z nich (A). Potem mocujemy ogranicznik głębokości wiercenia na wiertle (fot. 9.), uwzględniając sumę co najmniej połowy długości stosowanych kołków i grubości korpusu przyrządu. W wyznaczonych uprzednio miejscach ustawiamy przyrząd Jufisto JU-WWS-1004 na formatce A (fot. 10.) i wiercimy wiertarko-wkrętarką (najlepiej kompaktową o zasilaniu 10,8 lub 12 V) otwory pod kołki (fot. 11., 12. i 13.), korzystając z tulei prowadzącej 8 mm. Gdy to zrobimy, montujemy kołki w wykonanych otworach (fot. 14. i 15.). Potem składamy formatki i montujemy je za pomocą ścisków, tak jak pokazuje fot. 16. Następnie pozycjonujemy przyrząd tak, aby otwory na kołki były wywiercone w formatce B w takiej samej odległości od jej boku jak w przypadku formatki A. Wykorzystujemy do tego prowadzenie dla kołków 8 mm i podziałkę milimetrową oraz wskaźnik znajdujący się na boku korpusu przyrządu. Następnie wykonujemy otwory w formatce B za pomocą przyrządu Jufisto JU-WWS-1004 (fot. 17). Montaż kończy prostopadłe boczne połączenie formatek A i B (fot. 18 i 19.). Połączenie prostopadłe środkowe wykonujemy analogicznie. Najpierw demontujemy stopkę oporową z przyrządu Jufisto JU-WWS-1004 i mocujemy formatki, tak jak pokazuje fot. 20. W tym celu musimy uprzednio dokonać odpowiednich pomiarów i uwzględnić odległość od czoła przyrządu Jufisto JU-WWS-1004 do osi prowadzenia otworu, w naszym wypadku dla wierteł o średnicy 8 mm (fot. 21.). Następnie, wykorzystując prowadzenie dla kołków 8 mm (fot. 22.), ustawiamy przyrząd Jufisto JU-WWS-1004 na formatce B i wykonujemy otwory (fot. 22 i 23.). Potem łączymy czołowo formatki, tak jak pokazano to na fot. 24. i 25.
pins
Fot. 3. Pozycjonowanie elementów o grubości maksymalnej 25 mm dla kołków o średnicach 6 mm

Fot. 4. Pozycjonowanie elementów o grubości maksymalnej 25 mm dla kołków o średnicach 8 mm
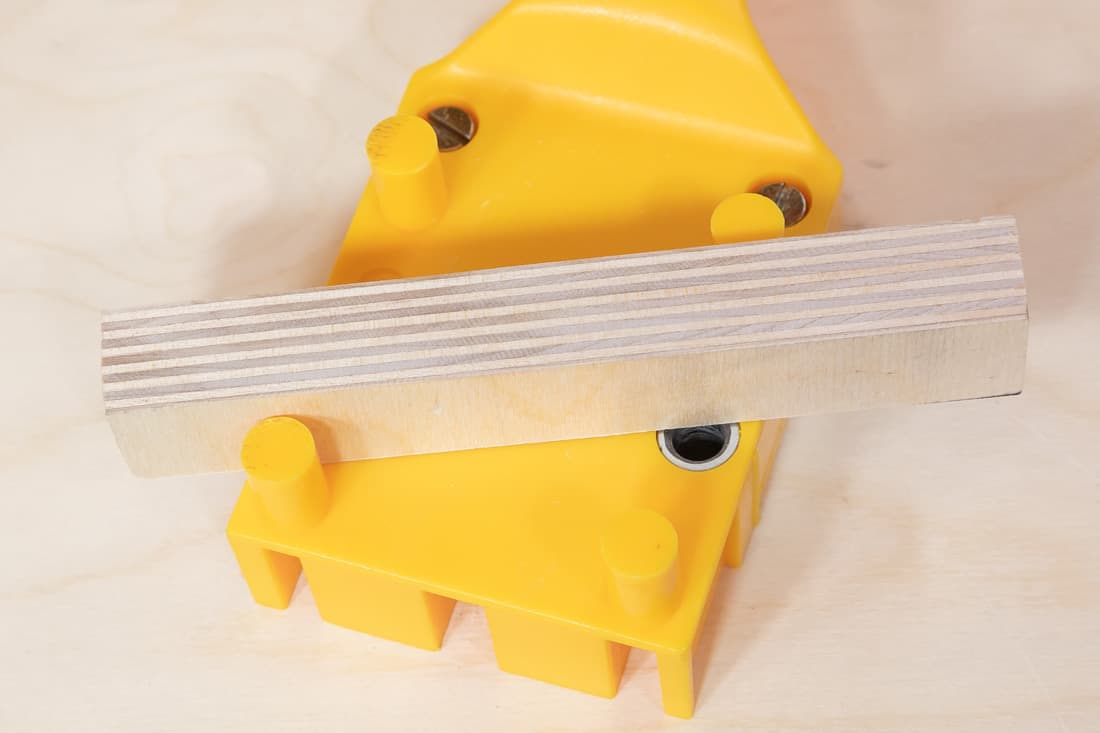
Fot. 5. Pozycjonowanie elementów o grubości maksymalnej 30 mm dla kołków o średnicach 10 mm

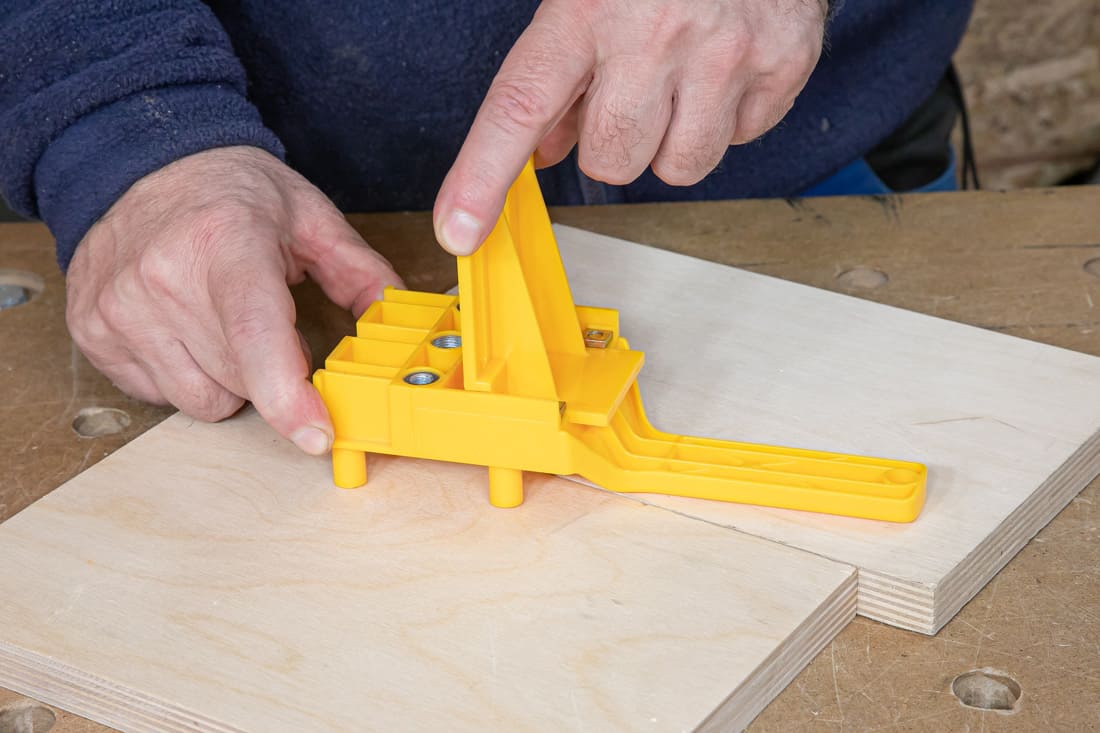
Fot. 6. i 7. Demontaż stopki w przyrządzie Jufisto JU-WWS-1004

Fot. 8. Oznaczenie formatek

Fot. 9. Mocowanie ogranicznika wiercenia na wiertle

Fot. 10. Prawidłowe ustawienie przyrządu JUFISTO JU-WWS-1004 na formatce A



Fot. 11., 12. i 13. Wykonanie wiertarko-wkrętarką otworów w formatce A z użyciem przyrządu JUFISTO JU-WWS-1004


Fot. 14. i 15. Montaż kołków w wykonanych otworach

Fot. 16. Prawidłowo złożone i zamocowane formatki za pomocą ścisków

Fot. 17. Wykonanie otworów w formatce B

Fot. 18. Montaż formatek A i B w wariancie połączenia prostopadłego bocznego

Fot. 19. Prawidłowo prostopadle i bocznie połączone formatki

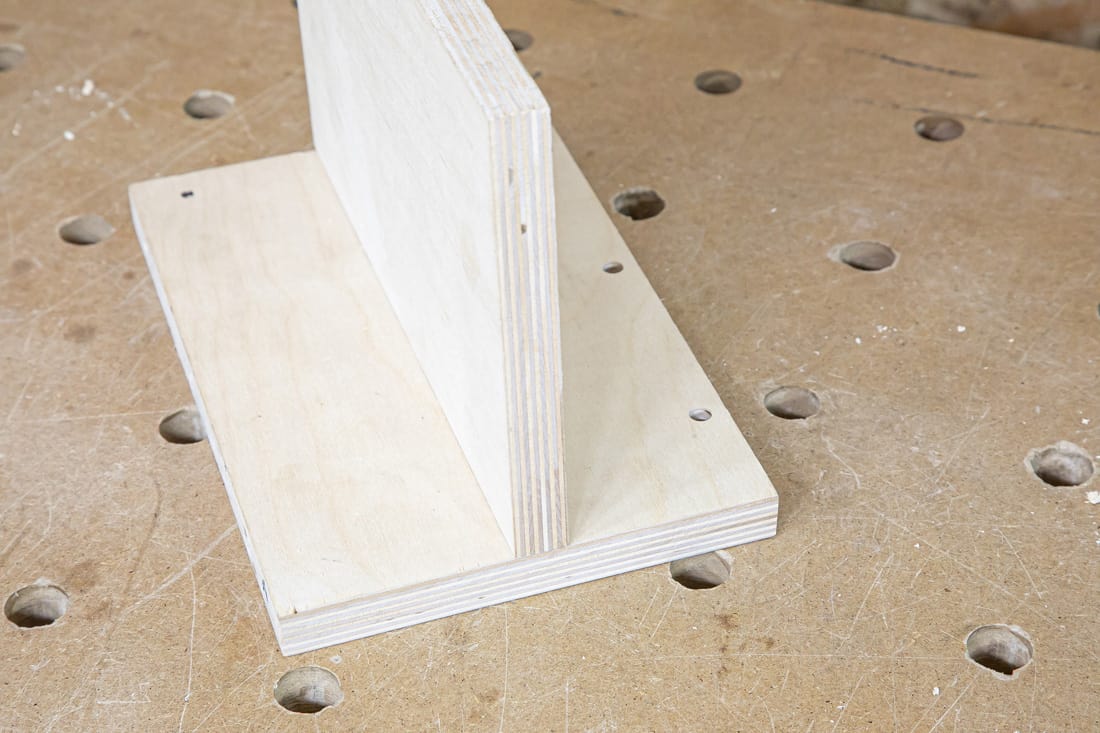
Fot. 20. Prawidłowo zamocowane formatki do połączenia prostopadłego środkowego
Fot. 21. W prawidłowego pozycjonowania formatek uwzględnić odległość od czoła przyrządu Jufisto JU-WWS-1004 do osi prowadzenia otworu

Fot. 22. Do wiercenia wykorzystujemy prowadzenie dla kołków 8 mm

Fot. 23. Wiercenie otworów formatce B

Fot. 24. i 25. Prawidłowo prostopadle i środkowo połączoneformatki






