
Podstawowe zasady gwintowania z użyciem gwinciarki ręcznej i gwintowników maszynowych
Gwintowniki to narzędzia, których prawidłowe stosowanie wymaga przestrzegania kilku ważnych zasad. Podajemy je w niniejszym artykule.
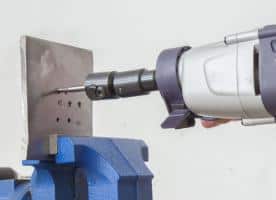
Aby wykonać pełny gwint metryczny lub calowy, należy cały gwintownik przepuścić przez otwór, którego średnica musi być odpowiednio dobrana do średnicy gwintu. Średnice otworów podane są w odpowiednich normach polskich (PN), niemieckich (DIN) lub europejskich (EN) z dokładnością do 0,1 mm, można je też znaleźć w katalogach czy publikacjach poświęconych gwintowaniu. Za duży lub za mały otwór spowoduje albo uszkodzenie gwintownika (może dojść jego złamania lub wykruszenia ostrzy skrawających), albo wadliwe wykonanie gwintu. Należy zauważyć, że chwyt walcowy gwintownika maszynowego ma średnicę znacznie mniejszą niż gwintowany otwór. Przystępując do pracy gwintownikiem maszynowym, należy po odpowiednim zamocowaniu narzędzia w gwinciarce i materiału obrabianego w imadle wprowadzić do otworu stożek części skrawającej gwintownika, stosując posuw ręczny. Po nacięciu 1-2 zwojów gwintownik będzie następnie wciągany w głąb otworu samoczynnie. Aby nie dopuścić do wysunięcia się narzędzia z uchwytu, należy podążać maszyną za gwintownikiem. Po przejściu przez otwór całej długości części skrawającej gwintownik można wykręcać, pociągając maszynę do tyłu, co spowoduje mechaniczną zmianę kierunku jej obrotów. Otwory nieprzelotowe gwintuje się gwintownikami maszynowymi z zastosowaniem specjalnego uchwytu samowyłączającego. Uchwyt ten jest tak skonstruowany, że gdy czoło nacinającego gwintownika oprze się o dno otworu, wzrośnie raptownie siła oporu osiowego, uchwyt samoczynnie się wyłączy i gwintownik przestanie się obracać.
Bardzo ważną rolę przy gwintowaniu spełniają płyny obróbkowe. Ich głównym zadaniem jest smarowanie i chłodzenie strefy obróbki, a także zmniejszenie momentu skrawania i poprawa chropowatości powierzchni oraz zmniejszenie intensywności zużywania się ostrzy skrawających. W wypadku zastosowania maszyn stacjonarnych ciecz obróbkową doprowadza się pod ciśnieniem do strefy obróbki, co skutecznie wspomaga usuwanie wiórów. W przypadku gwintowania za pomocą elektrycznej gwinciarki ręcznej można zastosować spraye z olejem chłodzącym, których używa się także do chłodzenia wierteł do metalu. Na ciecze obróbkowe najczęściej stosuje się emulsje olejowe o koncentracji ok. 10% lub nieemulgujące oleje obróbkowe.







