
Obróbka przewodów i kabli (cz. VI)
W szóstym odcinku naszego cyklu artykułów o obróbce kabli zajmiemy się techniką zakańczania końcówek odizolowanych przewodów.
W ostatnich dwóch artykułach naszego cyklu zajmowaliśmy się odizolowaniem kabli. Teraz przyszedł czas na omówienie technik wykonywania zakończeń przewodów, czyli przystosowanie ich do połączeń z innymi kablami czy urządzeniami stosowanymi w instalacjach elektrycznych. Jednakże zanim opowiemy o tych technikach, warto tu wspomnieć o akcesoriach stosowanych w końcowej obróbce przewodów. Można spotkać różnego rodzaju końcówki, tulejki i złącza, które są wykonane z metali lub ich stopów dobrze lub bardzo dobrze przewodzących prąd, znormalizowane lub standaryzowane przez ich producentów, a więc dostosowane do średnic przewodów i rodzajów połączeń stosowanych w instalacjach i układach oraz urządzeniach elektrycznych. Najpolarniejsze z nich to końcówki nasuwane nieizolowane i izolowane, tulejki cienkościenne, końcówki nieizolowane i izolowane, nieizolowane końcówki kątowe i zarazem nasuwane, końcówki tulejkowe Twin do mocowania dwóch elastycznych przewodów, złącza typu F do kabli telewizyjno-satelitarnych, złącza wtykowe D-Sub; HD 20; HDE, złącza koncentryczne RG 58, 59, 62, 71, 223, końcówki kablowe okrągłe, złącza koncentryczne i instalacji telefonicznych w samochodach RG 58, 174, 188, 316, złącza modułowe, wtyki telefoniczne typu Western, nieekranowane wtyki typu Molex i ekranowane wtyki typu Stewart. Obecnie w dobie coraz większej popularności fotowoltaiki należy tu też wspomnieć o specjalnych złączach fotowoltaicznych: Helios H4 (Amphenol), okrągłych (HTS + Harting), typu Huber + Suhner, wtykowych ABS, MC 3 (Multi-Contact), MC 4 (Multi-Contact), typu Hirschmann, Tyco, gesis® solar PST 40 (Wieland). Zakańczanie kabli wmienionymi tu końcówkami polega na ich zaprasowywaniu na odizolowanych przewodach przy użyciu różnego rodzaju szczypiec wyposażonych w specjalne matryce zwane też praskami (fot. 1).
Omawianie tych narzędzi zaczniemy do małych gabarytowo modeli szczypiec bocznych Knipex 97 53 04 (fot. 2) i 97 53 14 (fot. 3a i 3b) przeznaczonych do zagniatania tulejek kablowych według DIN 46228 (część 1 + 4). Zakres pracy szczypiec 97 53 04 ze zgniotem czworokątnym to 0,08-10 mm2, zaś 97 53 14 ze zgniotem sześciokątnym – 0,08-6 mm2. Narzędzia te samoczynnie dopasowują się do tulejki kablowej. Pozwala to wyeliminować błędy zagniatania wynikające z zastosowania niewłaściwej matrycy. Dzięki temu monter może skupić się na szybkim wykonaniu połączenia. Narzędzia te zapewniają wysoką jakość zagniatania dzięki blokadzie pozwalającej na otwarcie szczęk tylko wtedy, gdy złącze zostało już zaciśnięte. Ich siła prasowania została fabrycznie skalibrowana. Szczypce opracowano zgodnie z zasadami ergonomii i zastosowano w nich mechanizm dźwigniowy zwiększający znacznie siłę rąk. Rozwiązania te eliminują zmęczenie i zapewniają efektywną pracę.
W przypadku gdy chcemy zagniatać końcówki tulejkowe Twin i tulejki kablowe według DIN 46228 (część 1 + 4), możemy użyć szczypiec czołowych Knipex 97 53 08 i 97 53 09 (fot. 4). Mają one takie same cechy operacyjne i analogiczne wykonanie jak szczypce Knipex 97 53 04 i 97 53 14. Ich zakresy robocze to odpowiednio: (97 53 08) 0,08-10 mm2 i tulejki do 2,5 mm2 (mogą być ładowane równolegle z boku) oraz (97 53 09) 0,08-10,0 i 16 mm2 z dźwignią do ustawiania zakresu zagniatania od 0,08 do 10 mm2 lub 16 mm2.
Do obróbki przewodów nielutowanych stosuje się szczypce z linii Knipex 97 52, np. 97 52 06 (końcówki izolowane 0,5-6 mm2), 97 52 08 (tulejki cienkościenne 0,25-6 mm2), które mogą być zaciskane dwoma rękami, oraz do pracy jedną ręką: 97 52 36 (końcówki izolowane 0,5-6 mm2), 97 52 38 (tulejki cienkościenne 0,25-6 mm2) i inne podobne narzędzia, w tym umożliwiające precyzyjną aplikację siły zgniatania (o ściśle ustalonej wartości). Główna różnica pomiędzy tymi szczypacami polega na zastosowaniu odmiennych typów matryc, które – jak już wiemy – muszą być zarazem przystosowane i dobrane do rodzaju zakończeń kablowych i wymiarów przewodów. Stąd jeżeli wykonujemy wiele rodzajów zakończeń kabli, to musimy mieć bardzo dużo modeli szczypiec różniących się w zasadzie tylko typem matrycy (fot. 7).
Aby wyeliminować tę niedogodność, Knipex opracował szczypce MultiCrimp z wymiennymi matrycami (fot. 8). Są to szczypce do zagniatania wykonywanego podczas prac instalacyjnych i napraw, wyróżniające się niewielką wagą oraz rozmiarami, a także pozwalające obniżyć koszty zakupu wielu podobnych narzędzi. Dzięki MultiCrimpom instalator jednym narzędziem wykona prace, do których dotychczas musiał użyć co najmniej pięciu szczypiec zgniatających. Zatem standardowy Knipex MultiCrimp to narzędzie służące do obróbki najczęściej stosowanych końcówek kablowych (końcówki nasuwane, nieizolowane, zagniatane 0,5-6 mm2, końcówki izolowane 0,5-6 mm2, tulejki cienkościenne 0,25-6 mm2, końcówki nieizolowane 0,5-10 mm2, końcówki nieizolowane 1,5-4 mm2, 6 + 10 mm2). Wymienne matryce tych szczypiec przechowywane są w okrągłym magazynku chroniącym je przed uszkodzeniem i zabrudzeniem. Ich wymiana jest beznarzędziowa, szybka i prosta: najpierw należy rozewrzeć rękojeści szczypiec (fot. 9a), potem wysunąć blokadę ich zamknięcia (fot. 9b), która ustawia prawidłowe rozwarcie szczęk do wymiany matryc, zacisnąć ponownie rękojeści (fot. 9c), wsunąć szczęki w gniazdo magazynka, w którym znajduje się wybrana matryca (fot. 9d i 9e), odblokować matrycę (fot. 9f), wyjąć ją zamontowaną w szczękach (fot. 9g) i schować blokadę rozwarcia (fot. 9h i 9i).
Szczypce Knipex MultiCrimp oferują precyzyjne zagniatanie, takie jak szczypce mające matryce stałe (niewymienne). Mają, tak jak wcześniej omawiane narzędzia, blokadę pozwalającą na otwarcie szczęk tylko wtedy, gdy złącze zostało już zaciśnięte. Podobnie jak prezentowane tu szczypce Knipex wykonano je ze stali elektrycznej chromowo-wanadowej o specjalnej jakości, hartowanej olejowo. Na magazynek matryc użyto tworzywa sztucznego wzmacnianego włóknem szklanym. Warto tu wspomnieć, że Knipex ma CrimpSystem, który oferuje ponad 1000 matryc. W katalogu mamy przedstawione tylko podstawowe matryce dostępne od ręki. Pozostałe trzeba zamawiać specjalnie. Szczypce CrimpSystemu pozwalają na założenie pozycjonerów, np. konektorów, które służą do dokładnego ustawienia przewodów w matrycach.
Artykuł ten kończy nasz tegoroczny cykl poświęcony obróbce kabli. W następnych numerach „Gazety Narzędziowej” będziemy kontynuować ten temat, przyglądając się bliżej technikom i technologiom oferowanym przez profesjonalnych producentów narzędzi.

Fot. 1. Szczypce stosowane do zakańczania przewodów odizolowanych produkcji Knipex

Fot. 2. Szczypce Knipex 97 53 04 z 4-kątnym zgniotem


Fot. 3a i 3b. Szczypce Knipex 97 53 14 z 6-kątnym zgniotem

Fot. 4. Szczypce Knipex 97 53 09

Fot. 5. Szczypce boczne i czołowe Knipex 97 53 14 i 97 53 09 oraz stosowane za pomocą nich tulejki kablowe

Fot. 6. Szczypce Knipex 97 52 06 (a), 97 52 08 (c), 97 52 36 (b) i 97 52 38 (d) stosowane za pomocą nich zakończenia

Fot. 7. Szczypce Knipex 97 52 06 i 97 52 36 i wykonane nimi dwa rodzaje zakończeń kabla
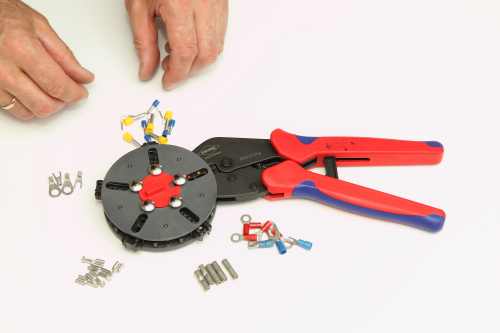
Fot. 8. Szczypce Knipex MultiCrimp z wymiennymi matrycami





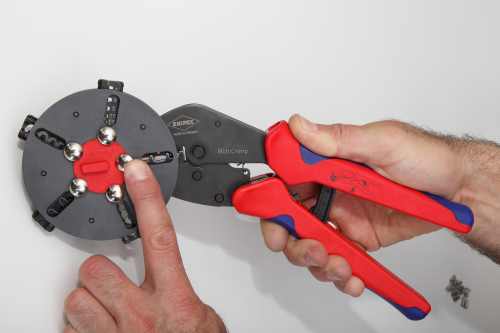



Fot. 9a – 9i. Proces wymiany matrycy w szczypach KnipexMultiCrimp






