O KIERUNKACH STRUGANIA, POSUWIE I NACISKU
W artykule omówiamy kierunki strugania elektrycznymi strugami ręcznymi z głowicami skrawającymi 1- lub 2-ostrzowymi.

Zgodnie do geometrii poszczególnych warstw drewna, obrabiać strugarką możemy tylko w trzech kierunkach: pod słoje, ze słojami i w poprzek nich. W zależności od wybranego kierunku otrzymujemy różne rezultaty tej operacji. W efekcie strugania w kierunku pod słoje otrzymujemy postrzępioną powierzchnię. Jej przyczyną jest duży kąt natarcia ostrzy strugarki. Jego efekt podcinający jest spotęgowany przez ułożenie słojów, w konsekwencji dochodzi do tzw. powstania chropowatości powierzchni obrabianej. Gdy będziemy strugali w kierunku przeciwnym, a więc ze słojami, otrzymamy bardzo dobre rezultaty w pracy. Nie będzie wtedy dochodziło do powstawania chropowatości powierzchni, gdyż efekt podcinający dużego kąta natarcia strugarki jest częściowo kompensowany ułożeniem słojów. W przypadku konieczności strugania w poprzek kierunku ułożenia słojów, czyli pod kątami w stosunku do nich zbliżonymi do 90°, dobre rezultaty w pracy otrzymamy, skrawając małym wiórem. Podobnie należy postępować, jeśli kierunek włókien jest nieregularny, a więc powinniśmy wtedy strugać małym wiórem.
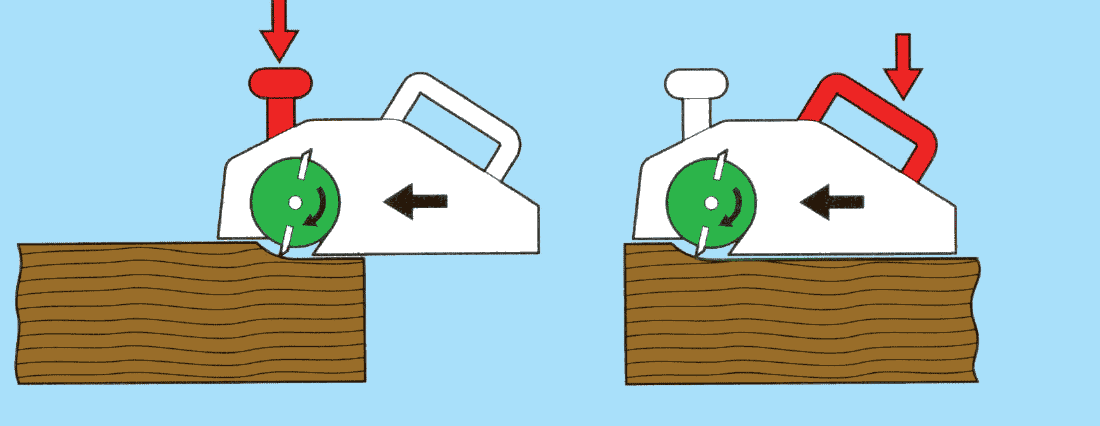
Prawidłowe wywieranie nacisku i aplikowanie posuwu podczas strugania
Następnym ważnym czynnikiem, mającym zasadniczy wpływ na uzyskanie strugarką powierzchni o wysokiej jakości, jest odpowiednia prędkość posuwu. Posuw podczas strugania musi być równomierny i szybki, nie może on jednak powodować zbyt dużego obniżenia prędkości skrawania głowicy. Zbyt wolny posuw może powodować przypalanie obrabianej powierzchni na skutek zbyt dużego tarcia występującego w strefie obróbki, gdyż – jak wiadomo – drewno jest złym przewodnikiem ciepła. W przypadku strugania ciepło jest rozpraszane przez noże i głowicę, a także podstawę prowadzącą, która jest wykonana ze stopu aluminium, a więc materiału dobrze przewodzącego ciepło. Nie należy także dopuszczać do zbyt dużego nagrzania się noży, gdyż w wypadku tego typu narzędzi ze stali szybkotnącej (HSS) może dojść do rozhartowania się ostrzy. Jeśli zostaną one rozhartowane, stają się bezużyteczne. Dlatego warto robić krótkie przerwy w pracy, nie wyłączając narzędzia, aby schłodzić noże i głowicę strugającą.
Ważny jest także nacisk, jaki wywieramy na strugarkę. W fazie zaczynania strugania większy nacisk powinien być wywierany na przód strugarki. Mocniej naciskamy wtedy rękojeść dodatkową znajdująca się z przodu maszyny, zaś rękojeść główna służy nam do nadawania posuwu. Gdy całym elektronarzędziem wejdziemy w materiał, wtedy powinniśmy wywierać nacisk równomiernie dwoma rękami, wykorzystując do tego dwie rękojeści: główną i dodatkową. W fazie wychodzenia z materiału nacisk powinien być wywierany przez rękojeść główną, zaś posuw przez dodatkową.






