ŁĄCZENIE BLATÓW Z UŻYCIEM SZABLONU YATO YT-70890
Niedawno marka YATO wprowadziła na rynek szablon YT-70890 przeznaczony do łączenia blatów wykonanych z materiałów drewnianych. Wykorzystaliśmy go do montażu standardowych blatów kuchennych o grubości 28 mm i szerokości 60 cm.
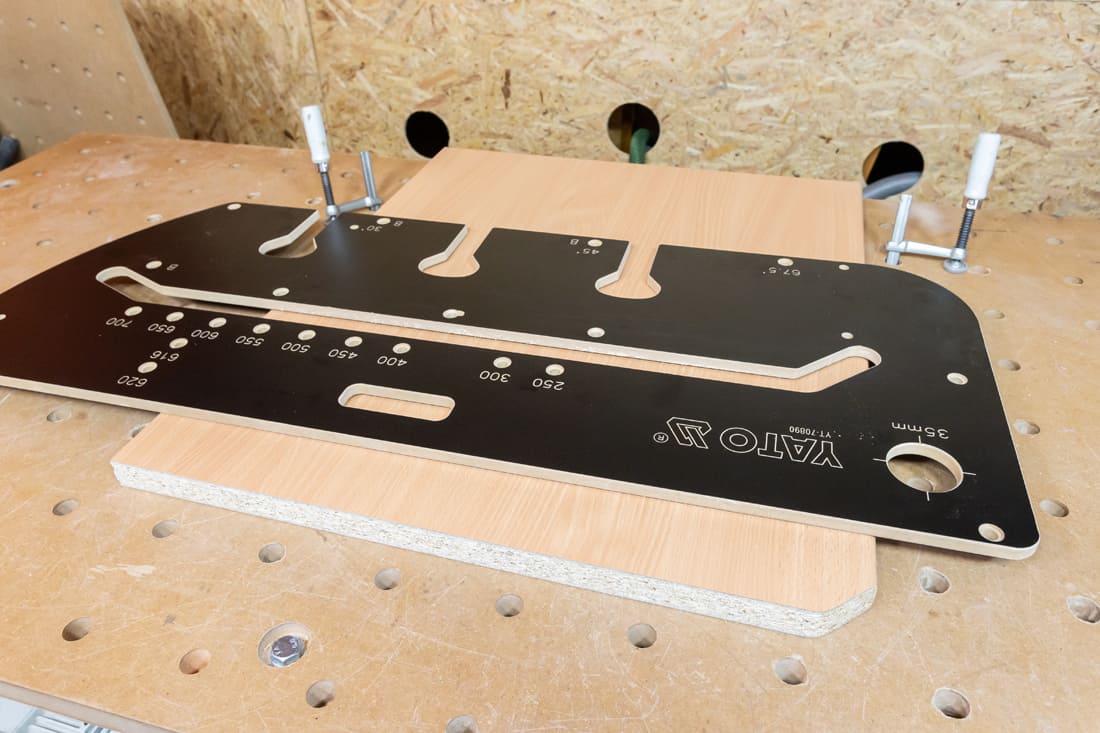
Szablon YATO YT-70890 (fot. 1) wykonany jest z laminowanej płyty MDF i wyposażony w cztery sworznie pozycjonujące. Wykonano w nim dwa rodzaje otworów: profilowane służące do frezowania, a dokładniej mówiąc, do prowadzenia frezarki górnowrzecionowej za pomocą tulei kopiujących, oraz pozycjonujące o niewielkiej średnicy, przeznaczone do dokładnego ustawiania szablonu na materialne obrabianym. Na powierzchni szablonu znajdują się oznaczenia cyfrowe informujące o przeznaczeniu otworów pozycjonujących do łączenia blatów o szerokościach 250, 300, 400, 450, 500, 550, 600, 650 i 700 mm, a także do frezowania kątowego 30°, 45° i 67,5° płaskich elementów drewnianych. Jest też oznaczenie literowe „B” otworów służących do pozycjonowania szablonu podczas wykonywania gniazd na śruby łączące blaty. Szablon YATO YT-70890 przeznaczony jest więc do łączenia blatów o szerokościach od 250 do 700 mm, a także do frezowania kątowego 30°, 45° i 67,5° oraz gniazd na śruby mocujące. Możemy nim wykonywać prawe i lewe prostopadłe połączenia blatów, a także ich wariant T-kształtny oraz połączenia prostokątne narożnikowe.
W redakcyjnym warsztacie wykonaliśmy lewostronne połączenie dwóch blatów o grubości 28 mm i szerokości 60 cm, traktując je jako wzorcowe dla wymienionych wcześniej rodzajów połączeń. Najpierw na stole warsztatowym zamocowaliśmy pierwszy z blatów krawędzią zaobloną w kierunku do wykonującego połączenie. Następnie ułożyliśmy na nim szablon YATO YT-70890 i umieściliśmy sworznie pozycjonujące w otworach (fot. 2). Ich umieszczenie rozpoczęliśmy od otworu oznaczonego liczbą „600” (fot. 3), gdyż mocowane blaty, jak już wspominaliśmy, miały 600 mm szerokości. Prawidłowo spozycjonowany szablon (fot. 4) zamocowaliśmy ściskami do blatu i przystąpiliśmy do jego frezowania z użyciem frezarki górnowrzecionowej Mafell LO 65 Ec (moc: 2600 W, obroty: 10.000–22.000 min-1) wyposażonej w tuleję kopiującą o średnicy 30 mm oraz węglikowy frez palcowy Globus CNC PREMIUM FT908-1212-0001 o średnicy 12 mm.
Do frezowania użyliśmy obrotów 18.000/min. Najpierw ustawiliśmy głębokość frezowania na 31 mm i przefrezowaliśmy (fot. 5) zaobloną krawędź blatu na ok. 2 cm w celu uniknięcia jej uszkodzenia (wyszczerbienia). Następnie blat przefrezowaliśmy w dwóch przejściach (fot. 6), korzystając z głębokości frezowania 20 i 31 mm, ustawionych z użyciem zderzaka rewolwerowego. Frezowaliśmy przeciwbieżnie od prawej do lewej, dociskając frezarkę do krawędzi szablonu znajdującej się od strony operatora. Następnie wykonaliśmy operację frezowania ostatecznego uprzednio wyciętej krawędzi blatu. Podczas niej frezowaliśmy przeciwbieżnie na głębokość 31 mm, prowadząc frezarkę od lewej do prawej i dociskając do krawędzi szablonu znajdującej się po stronie stołu warsztatowego (fot. 7). Uzyskaliśmy czysto wyfrezowaną i dokładnie wykonaną krawędź pierwszego blatu (fot. 8).
Teraz mogliśmy przystąpić do przygotowania krawędzi drugiego z blatów. Ponieważ jest ona odbiciem lustrzanym pierwszej, drugi blat oraz szablon ułożyliśmy lewą stroną do góry i umieściliśmy sworznie pozycjonujące w otworach (fot. 9). Następnie, po dokładnym spozycjonowaniu szablonu na blacie, zamocowaliśmy go ściskami (fot. 10), uważając, żeby nie doszło do jakiegokolwiek przesunięcia. Potem usunęliśmy sworznie z otworów (fot. 11), ponieważ ich główki wystają ponad powierzchnię szablonu. Teraz mogliśmy przystąpić do frezowania. Wykonaliśmy je analogicznie do frezowania pierwszego blatu. Najpierw przefrezowaliśmy (fot. 12) zaobloną krawędź blatu na ok. 2 cm. Potem przeciwbieżnie (od prawej do lewej) frezowaliśmy krawędź w dwóch przejściach, wykorzystując do tego głębokości frezowania wynoszące 20 i 31 mm, dociskając frezarkę do krawędzi szablonu znajdującej się od strony operatora (fot. 13). Operację frezowania zakończyliśmy, frezując krawędź przeciwbieżnie w jednym przejściu (od lewej do prawej, fot. 14), dociskając frezarkę do krawędzi znajdującej się po stronie stołu warsztatowego. Podobnie jak w przypadku pierwszego z blatów uzyskaliśmy czysto wyfrezowaną i dokładnie wykonaną krawędź (fot. 15).
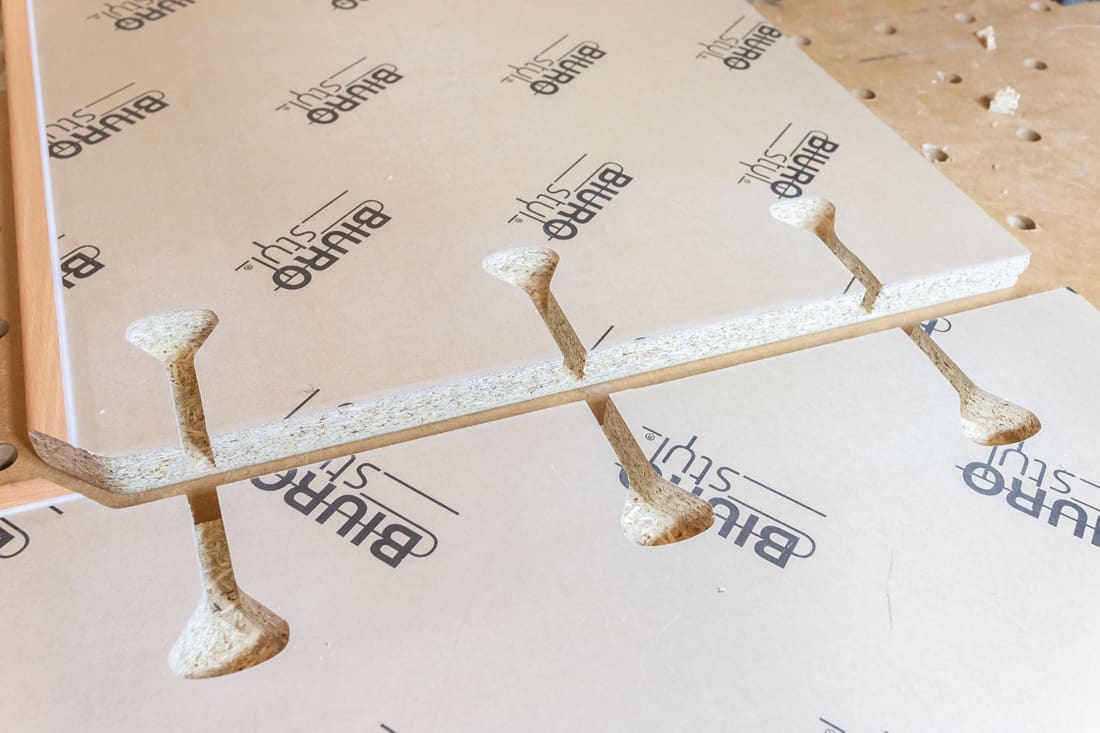
Następnie przystąpiliśmy do wyfrezowania w drugim blacie trzech gniazd na śruby mocujące. Szablon na nim pozycjonowaliśmy za pomocą punktów oznaczonych literą „B”, korzystając z jego prawej strony (fot. 16). Po zamontowaniu szablonu ściskami, wyfrezowaliśmy kolejno trzy gniazda (fot. 17). Potem analogicznie wykonaliśmy trzy gniazda w pierwszym blacie, przy czym wykorzystaliśmy do tego lewą stronę szablonu i te same otwory pozycjonujące oznaczone literą „B” (fot. 18). Po zamocowaniu szablonu na blacie za pomocą ścisków usunęliśmy sworznie z wystającymi główkami (fot. 19) i wyfrezowaliśmy gniazda na śruby łączące (fot. 20).
Kolejną operacją po wykonaniu otworów na śruby łączące (fot. 21) było wyfrezowanie w każdym z blatów trzech gniazd na łączniki lamelo (fot. 22 i 23). W tym celu wytrasowaliśmy ich środkowe punkty i wykonaliśmy gniazda za pomocą bezprzewodowej frezarki do rowków Makita DPJ180 (zasilanie akumulatorowe Li-Ion 18 V, obroty: 6500/min, maks. głębokość frezowania: 20 mm, średnica frezu: 100 mm). Potem blaty ułożyliśmy na stole warsztatowym lewą stroną do góry i zamontowaliśmy w nich łączniki lamelo 20 (fot. 24 i 25). Następnie dosunęliśmy do siebie blaty i zamocowaliśmy w nich śruby (fot. 26). Operację łączenia blatów zakończyło skręcenie ich za pomocą śrub łączących z użyciem klucza płasko-oczkowego YATO (fot. 27).
Reasumując, za pomocą szablonu YATO YT-70890 sprawnie wykonaliśmy operacje obróbcze podczas montażu blatów kuchennych, uzyskując bardzo dokładnie i estetycznie wykonane połączenie (fot. 28).
pins, TŻ

Fot. 1. Szablon YATO YT-70890 i łączone blaty

Fot. 2. Montaż szablonu na pierwszym blacie wzdłuż krawędzi zaoblonej

Fot. 3. Pozycjonowanie szablonu rozpoczęliśmy od umieszczenia sworznia w otworze oznaczonym liczbą „600”

Fot. 4. Prawidłowo spozycjonowany szablon na blacie pierwszym

Fot. 5. Wstępne frezowanie zaoblonej krawędzi pierwszego blatu

Fot. 6. Frezowanie przeciwbieżne pierwszego blatu

Fot. 7. Frezowanie przeciwbieżne (wykańczające) pierwszego blatu

Fot. 8. Czysto wyfrezowana i dokładnie wykonana krawędź pierwszego blatu przeznaczona do połączenia

Fot. 9. Prawidłowe ułożenie blatu i szablonu (lewą stroną do góry) oraz mocowanie sworzni pozycjonujących

Fot. 10. Dokładne mocowanie blatu za pomocą ścisków

Fot. 11. Usunięcie sworzni z prawidłowo zamocowanego szablonu na blacie

Fot. 12. Wstępne frezowanie zaoblonej krawędzi drugiego blatu

Fot. 13. Frezowanie przeciwbieżne drugiego blatu

Fot. 14. Frezowanie przeciwbieżne (wykańczające) drugiego blatu
Fot. 15. Czysto wyfrezowana i dokładnie wykonana krawędź drugiego blatu przeznaczona do połączenia

Fot. 16. Prawidłowe pozycjonowanie szablonu na blacie drugim w cel wykonania gniazd na śruby łączące

Fot. 17. Frezowanie w blacie drugim gniazd na śruby łączące

Fot. 18. Prawidłowe pozycjonowanie szablonu na blacie pierwszym w cel wykonania gniazd na śruby łączące

Fot. 19. Usunięcie sworzni z wystającymi główkami

Fot. 20. Frezowanie w blacie pierwszym gniazd na śruby łączące
Fot. 21. Prawidłowo wykonane w obu blatach gniazda na śruby łączące


Fot. 22 i 23. Frezowanie gniazd na łączniki lamelo

Fot. 24. Montaż łączników lamelo

Fot. 25. Prawidłowo zamontowane łączniki lamelo w obu blatach

Fot. 26. Montaż śrub w gniazdach złożonych blatów

Fot. 27. Skręcenie blatów za pomocą śrub

Fot. 28. Rezultat naszej pracy: bardzo dokładnie i estetycznie połączoneblaty







Czy ten szablon jest przystosowany tylko do frezu 12,7 mm?
Ile materiału wybiera się z blatu przy zastosowaniu freza 12,7 mm (o ile większy blat trzeba przyjąć ?)
To zależy od średnicy zastosowanej tulei kopiującej, co jest związane z używaną frezarką górnowrzecionową. Generalnie, blaty może Pan dokładnie dociąć dopiero po wykonaniu ich łączenia, a przed lub po ich skręceniu (w zależności od możliwości operacyjnych), co pozwala uniknąć konsekwencji pomyłki w wyliczeniu toru frezowania. Serdecznie pozdrawiamy. portalnarzedzi.pl
Jakiej długości śrub mocujących powinno się użyć dla tego szablonu?
Jakiej długości śrub należy użyć?