Frezarki górnowrzecionowe (rozdz. IV). Podstawowe zasady prawidłowej eksploatacji (część A)
W maszynach tych stosuje się specjalne frezy do drewna (głównie) o średnicy do 70 mm. Są one przeważnie jedno- lub dwuostrzowe, tj. mające dwa ostrza rozmieszczone naprzeciw siebie.
Narzędzia te posiadają szerokie rowki zapewniające bezpieczne usuwanie wiórów. Wyjątek stanowią tu specjalne frezy, np. do aluminium, o małej średnicy i często jednym rowku odprowadzającym wióry. Są także tego typu narzędzia przeznaczone do usuwania małej ilości materiału, np. do obróbki krawędzi z laminatów, które posiadają nawet trzy rowki w celu zapewnienia wysokiej jakości powierzchni (efektywne usuwanie wiórów z pola pracy jest jednym z podstawowych warunków wysokiej jakości frezowania). Rowki te są przeważnie proste, czyli równoległe do osi frezu, a także pochyłe (frezy do wykonywania kanałów i otworów) lub skręcone w kształcie spirali..jpg)
Frezy do drewna wykonuje się ze stali szybkotnącej (HSS) lub węglików spiekanych (HM). Narzędzia ze stali szybkotnącej mają większe kąty natarcia i przyłożenia, a więc bardziej agresywne ostrza, lecz za to są mniej trwałe. Frezy z ostrzami z węglików spiekanych przeznaczono do cięższych zadań, gdyż wykazują się większą trwałością od narzędzi HSS. Jednakże z powodu kruchości węglików spiekanych ostrza ich posiadają geometrię dającą gorszą jakość powierzchni obrabianej.
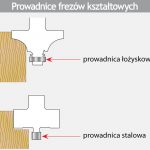
Frezy kształtowe wyposażane są w tzw. prowadnice stalowe albo łożyskowe. Ich zadaniem jest prowadzenie tych narzędzi zgodnie z konturami obrabianych krawędzi, a także ograniczanie głębokości frezowania. Prowadnica stalowa ma małą średnicę i jest wypolerowana, aby nie powodowała zbyt dużego tarcia i nie redukowała prędkości obrotowej frezu. Powinien on bowiem pracować z wystarczającą siłą posuwu i prędkością, aby uniknąć przypalenia obrabianego drewna. Jak wiadomo, zbyt długie skrawanie frezem w jednym miejscu powoduje przypalenie elementu drewnianego. Frez z prowadzeniem stalowym nie powinien być używany do obróbki tworzyw sztucznych, gdyż może spowodować ich miejscowe nadtopienie na skutek ciepła wydzielanego podczas obróbki w wyniku zbyt dużego tarcia. Prowadnice łożyskowe nie mają wad prowadnic stalowych, gdyż są obrotowe, przez co eliminują zbędne tarcie frezu o nieobrabianą krawędź materiału. Warto tu zwrócić uwagę, że przez stosowanie łożysk o różnej średnicy można modyfikować frezowane profile i głębokośćobróbki.