Frezarki górnowrzecionowe (rozdz. II). Konstrukcja (część D)
Niezmiernie ważne dla precyzyjnej pracy frezarek górnowrzecionowych jest ustawienie głębokości frezowania. Dokonuje się go za pomocą zgrubnej i precyzyjnej regulacji ustawienia głębokości frezowania oraz rewolwerowego zderzaka.
Precyzyjne regulacje głębokości frezowania mają bardzo różne wykonania, które umożliwiają mniej lub bardziej dokładne (maksymalnie do 0,1 mm) ustawienie pozycji frezu. Wykorzystują do tego odpowiednią skalę milimetrową lub śrubę z taką skalą, pokazującą de facto pozycję wysuwanego w dół bolca. Bolec może mieć dokładny śrubowy mechanizm wysuwania, umożliwiający uzyskanie dokładności frezowania do 0,1 mm, lub blokadę śrubową o dokładności 1 mm (regulacja zgrubna). Skala i bolec zamontowane są na obudowie silnika. Bolec spełnia rolę ogranicznika dolnego położenia frezu, gdyż opiera się na rewolwerowym zderzaku zamontowanym na stole frezarskim. Zderzak jest obracany i zwykle ma trzy wkręty ograniczające o różnej regulowanej długości, które umożliwiają ustawienie trzech różnych głębokości frezowania.
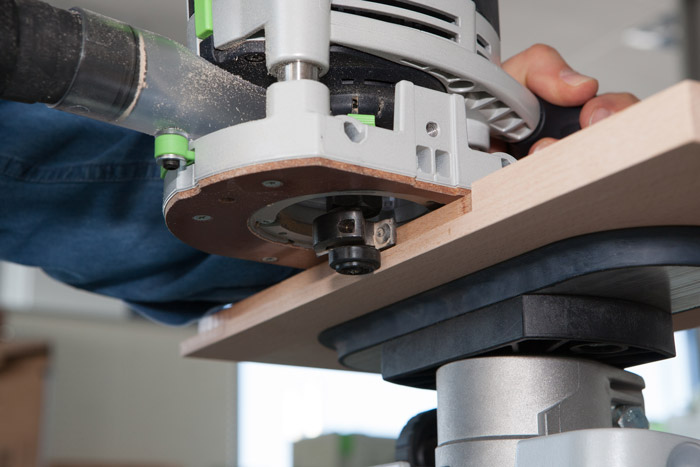
Łapacz wiórów, zwany także adapterem do odsysania, zamontowany jest na boku otworu stołu frezarskiego i/lub w dole. Służy do usuwania wiórów z pola pracy do odkurzacza. Dlatego ma przyłącze do węża tego urządzenia. Odpylanie pola pracy w przypadku frezarek górnowrzecionowych ma bardzo duże znaczenie, gdyż stanowi jeden z ważnych czynników wpływających na jakość obróbki.
Spodnia płaszczyzna stołu frezarskiego obłożona jest specjalną śliską i gładką okładziną z tworzywa sztucznego. Takie jej wykonanie zapewnia małe tarcie podczas dokonywania posuwu frezarką, a także nie powoduje uszkodzenia materiałuobrabianego.





