AKADEMIA ŚLUSARSTWA (CZĘŚĆ XVIII). TECHNIKA GWINTOWANIA RĘCZNEGO
Nacinanie gwintu, czyli gwintowanie, polega na wykonaniu na powierzchni wałka lub otworu wgłębień wzdłuż linii śrubowej. Do gwintowania otworów stosuje się narzędzia zwane gwintownikami, a do nacinania gwintu na sworzniach, wałkach i prętach używa się narzynek.
Średnicę wiertła do otworu pod gwint dobiera się w zależności od średnicy gwintu, jego rodzaju, a także w zależności od rodzaju gwintowanego materiału. Np. do gwintu M10 średnica wiertła do otworu pod gwint powinna wynosić 8,2 mm w przypadku gwintowania w żeliwie i brązie oraz 8,4 mm dla stali i stopów cynku oraz aluminium. Dobór właściwej średnicy wiertła ma bardzo duże znaczenie, ponieważ przy zbyt dużej średnicy otworu otrzymuje się gwint o niepełnym zarysie, a przy zbyt małej średnicy gwintownik może ulec złamaniu lub zrywa się nitka gwintu. Średnice wierteł do otworów pod gwinty podaje Polska Norma i można je znaleźć w podręcznikach oraz poradnikach. Podczas wiercenia otworów pod gwinty nieprzelotowe należy przestrzegać zasady, że otwór musi mieć większą głębokość niż wymagana głębokość gwintu.
Podczas gwintowania przedmiot z otworem należy odpowiednio zamocować. Następnie w otwór wkłada się nasmarowany gwintownik nr 1 i sprawdza kątownikiem prostopadłość położenia gwintownika względem powierzchni przedmiotu. Wywierając lekki nacisk osiowy, należy obracać pokrętką gwintownik w prawo aż do momentu, gdy zacznie powstawać bruzda i gwintownik przy pokręcaniu będzie wgłębiał się samoczynnie. Po niewielkim wgłębieniu gwintownika (nacięciu 1–2 bruzd) należy ponownie sprawdzić kątownikiem prostopadłość. Następnie po wykonaniu każdego pełnego obrotu w prawo należy pokręcić gwintownik o pół obrotu w lewo, powtarzając tę czynność aż do nacięcia gwintu na całej wymaganej długości. Po nagwintowaniu otworu gwintownikiem nr 1 należy włożyć w otwór gwintownik nr 2 i wkręcić go ostrożnie dłonią w nacięty zgrubnie zarys gwintu. Po nałożeniu pokrętki należy gwintować otwór podobnie jak gwintownikiem nr 1. Gwint należy wykończyć gwintownikiem nr 3, wykonując podobne czynności, jak podczas gwintowania poprzednimi gwintownikami. Nacinając gwint w otworach metali miękkich oraz w otworach głębokich i nieprzelotowych należy co pewien czas gwintownik wykręcać w celu oczyszczenia otworu i rowków gwintownika z wiórów oraz smarowania (rys.1).
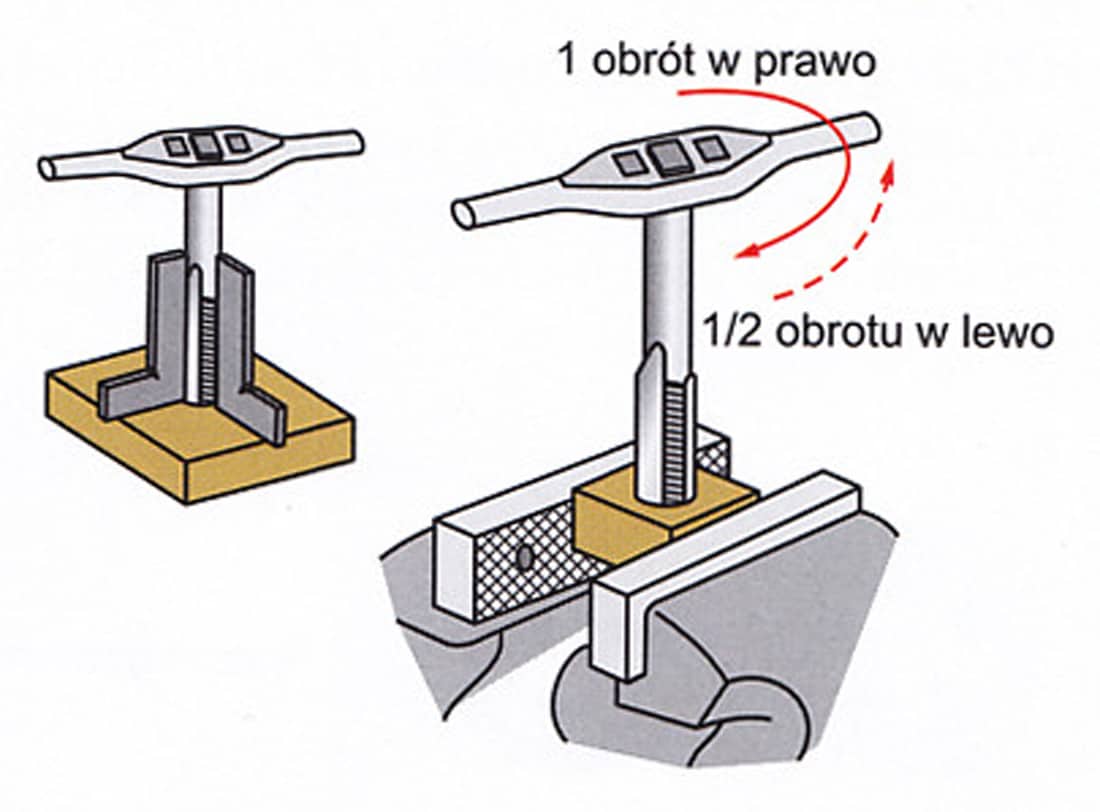
Rys.1. Gwintowanie otworu: sprawdzanie prostopadłości i przebieg
gwintowania [1]
Do nacinania gwintu w otworach nieprzelotowych na wiertarce stosuje się specjalny przyrząd, który po nacięciu gwintu na odpowiednią głębokość powoduje wykręcenie się gwintownika. W takim przypadku wiertarka powinna być wyposażona w mechanizm umożliwiający zmianę kierunku ruchu obrotowego wrzeciona, potrzebną do wycofania gwintownika z otworu. Podczas gwintowania bardzo ważną rolę spełniają płyny obróbkowe. Ich zadaniem jest smarowanie i chłodzenie strefy obróbki. Podczas smarowania zmniejszają się opory skrawania i zwiększa gładkość obrobionej powierzchni.

Z kolei w wyniku chłodzenia zmniejsza się intensywność zużywania się ostrzy skrawających. Do smarowania i chłodzenia podczas gwintowania ręcznego najczęściej stosuje się 10-proc. koncentraty emulsji olejowych lub nieemulgujące oleje obróbkowe.
Sworzeń, na którym ma być nacięty gwint, musi mieć odpowiednie wymiary i powinien mieć stożkowe zakończenie. Średnica sworznia musi być mniejsza od średnicy zewnętrznej gwintu. Wartość średnicy należy dobrać (z tablic zawartych w poradnikach technicznych) w zależności od rodzaju i średnicy gwintu. Jeżeli np. na sworzniu ma być nacięty gwint Ml6, to najpierw należy wałek stoczyć do średnicy 15,7–15,8 mm oraz wykonać stożkowe zakończenie – na tokarce lub ręcznie pilnikiem. Po takim przygotowaniu sworznia należy go zamocować w imadle, nasmarować jego część stożkową i przystąpić do gwintowania.
Podobnie jak podczas gwintowania otworu, należy szczególną uwagę zwrócić na prostopadłe położenie narzynki względem osi sworznia. Po założeniu narzynki na koniec sworznia należy wykonać obrót w prawo, wywierając jednocześnie niewielki nacisk osiowy w dół, aż do momentu, gdy zacznie powstawać bruzda i narzynka będzie prowadzona samoczynnie. Po wykonaniu każdego pełnego obrotu w prawo należy cofnąć narzynkę o pół obrotu w lewo, powtarzając tę czynność aż do nacięcia całego gwintu.
Ręczne gwintowanie wymaga dużej dokładności wykonywanych czynności i przestrzegania reżimu technologicznego. Wskutek nieuwagi pracownika, braku wystarczających umiejętności albo z powodu złego stanu narzędzia otrzymuje się wadliwy gwint – o niepełnym zarysie lub niewspółosiowy z gwintowanym sworzniem lub otworem. Częstym uszkodzeniem jest też jego naderwanie. Gwint niepełny może powstać w przypadku zbyt małej średnicy sworznia lub podczas gwintowania za dużego otworu. Natomiast podczas wykonywania gwintu w zbyt ciasnym otworze lub stosowania tępego narzędzia gwintownik często ulega złamaniu.

W warunkach warsztatowych średnicę zewnętrzną gwintu sprawdza się suwmiarką, a prawidłowość zarysu gwintu oraz skok – wzornikami (rys. 2). Po przyłożeniu wzornika do gwintu obserwuje się pod światło prześwit między wzornikiem a zarysem gwintu. Wzornika używa się również do szybkiego rozpoznania gwintów przez przykładanie kolejnych „grzebyków” do gwintu o nieznanym zarysie. Jest to szczególnie przydatne w przypadku, gdy należy wykonać nakrętkę do śruby o nieznanym zarysie gwintu.
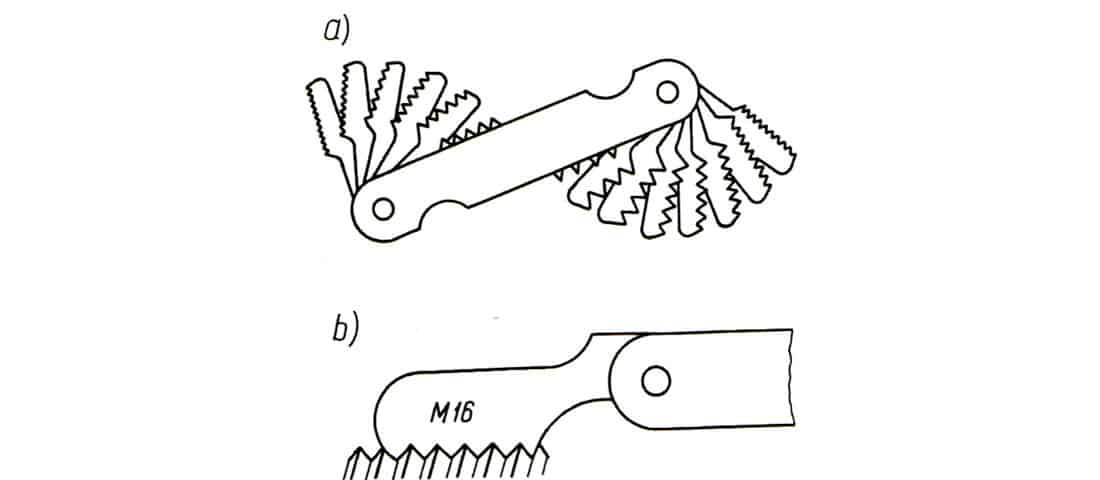
Rys. 2. Wzornik do gwintów (a) i sposób sprawdzania (b) [2]
Gwinty sprawdza się również sprawdzianami jednogranicznymi i dwugranicznymi. Sprawdzian jednograniczny do gwintów wewnętrznych ma z jednej strony część walcową do sprawdzania średnicy otworu, a z drugiej część gwintowaną do sprawdzania gwintu. Sprawdzian dwugraniczny do gwintów wewnętrznych ma część przechodnią oraz część nieprzechodnią. Strona przechodnia powinna wkręcać się łatwo, natomiast nieprzechodnia powinna dać się wkręcić się tylko na głębokość 2–3 zwojów (rys.3).
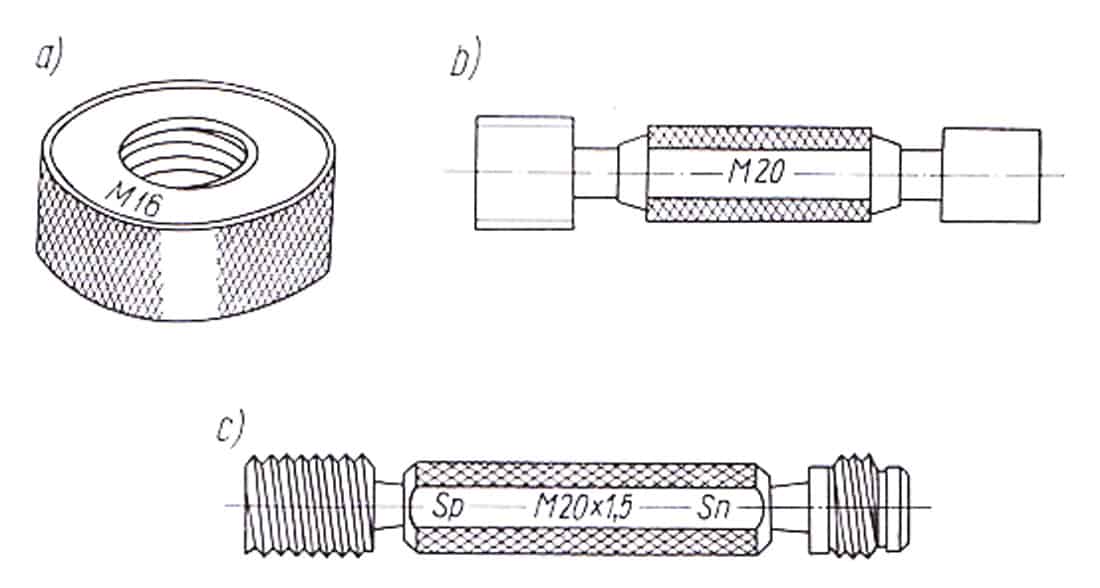
Rys. 3. Sprawdziany do gwintów wewnętrznych: a) jednograniczny, b) i c) dwugraniczne (Sp – strona przechodnia, Sn – strona nieprzechodnia) [2]




