
AKADEMIA ŚLUSARSTWA (CZĘŚĆ X). PRZECINANIE METALI PIŁKĄ
W obróbce ślusarskiej często zachodzi potrzeba oddzielenia części materiału w taki sposób, żeby pozostała część posiadała odpowiedni wymiar i kształt, a jej powierzchnia czołowa nie wymagała specjalnej obróbki gładkościowej. Operacje takie wykonujemy za pomocą piłki ręcznej.
Robocza część piłki nosi nazwę brzeszczotu, który jest wykonany ze stali węglowej lub stopowej narzędziowej z naciętym uzębieniem, które poddaje się hartowaniu. Brzeszczot mocuje się w oprawce (ramce) jednolitej lub rozsuwanej w ten sposób aby zęby piły były pochylone w stronę przedniej części uchwytu. Oprawka posiada rękojeść oraz dwa uchwyty do zamocowania brzeszczotu: stały i przesuwny. W uchwytach tych znajdują się dwa prostopadłe przecięcia oraz otwory. Brzeszczot wsuwa się w przecięcia i przez otwory w uchwytach przetyka się kołeczki. Poprzez pokręcenie nakrętką skrzydełkową przy uchwycie przesuwnym napręża się brzeszczot.
Brzeszczoty do piłek ręcznych są znormalizowane, ich długość wynosi od 250 do 400 mm, szerokość od 10 do 25 mm, a grubość od 0,6 do 0,8 mm. Długość brzeszczotu powinna być większa od szerokości przecinanego materiału o 150÷200 mm. Aby brzeszczot nie zakleszczał się w przecinanym materiale, jego uzębienie wykonuje się jako falowane, rozwierane lub zgrubiane (rys. 1). Dzięki temu szerokość przecięcia jest większa o 0,25÷0,5 mm od grubości brzeszczotu. W zależności od rodzaju przecinanego materiału dobiera się brzeszczot z odpowiednią liczbą ostrzy (zębów) na długości 25 mm. Do cięcia materiałów miękkich (stale miękkie, tworzywa sztuczne) stosuje się brzeszczot o 18 zębach na długości 25 mm, materiały średnio twarde (rury, profile walcowane, żeliwo) przecina się brzeszczotem o 22 zębach, a do obróbki metali twardych i cienkich stosuje się brzeszczot z 32 zębami na długości 25 mm.
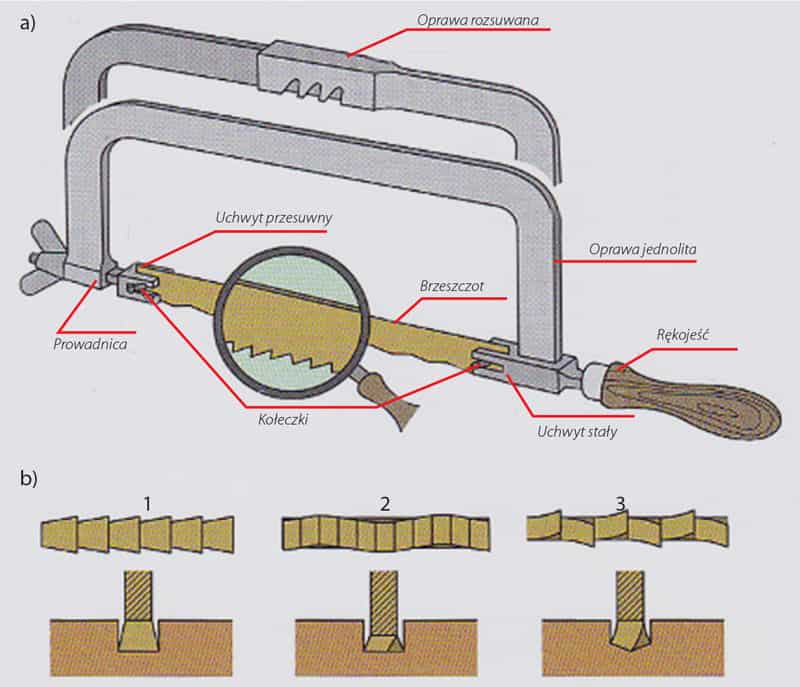
Rys. 1. Piłka ręczna: a) budowa piłki, b) ostrza brzeszczotu zgrubiane, falowane i rozwierane [3]
Płaskie przedmioty najłatwiej przecinać wzdłuż szerszej krawędzi. Przed rozpoczęciem pracy należy materiał zamocować w imadle w ten sposób, aby linia cięcia była możliwie blisko szczęk. Minimalizuje to drgania występujące podczas cięcia, zmniejsza ryzyko uszkodzenia brzeszczotu i wpływa korzystnie na dokładność przecięcia. W początkowej fazie cięcia piłka powinna być lekko pochylona do przodu, nacisk niewielki, a długość suwu mniejsza. Przedmioty grubsze lub dłuższe przecina się początkowo brzeszczotem zamocowanym pionowo do momentu, aż brzeg przedmiotu znajdzie się w pobliżu oprawki, następnie piłkę wyjmuje się z przecięcia, obraca brzeszczot o 90° i po naprężeniu kontynuuje przecinanie aż do końca (rys. 3). Przedmioty cienkie i wiotkie, np. cienkie blachy, można przecinać w imadle po wcześniejszym zamocowaniu między dwiema drewnianymi nakładkami.
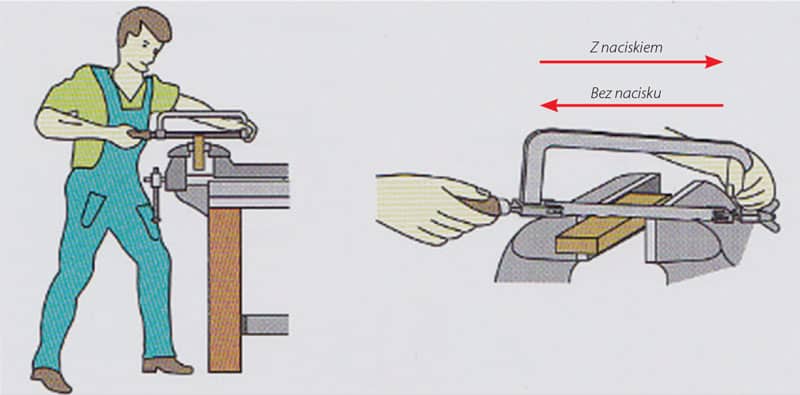
Rys.2. Właściwa postawa podczas cięcia piłką ręczną i sposób prowadzenia piłki [2]
Przed rozpoczęciem przecinania zaleca się wytrasować linię cięcia. Ułatwia to bieżące kontrolowanie prowadzenia brzeszczotu podczas obróbki i w konsekwencji zwiększa dokładność tej operacji. Gdy wycinany przedmiot nie będzie poddany dalszej obróbce maszynowej, to rozpoczynając cięcie, należy brzeszczot ustawić w odległości 0,5÷1 mm przy wytrasowanej linii w po stronie odpadu. Pozostawiony nadmiar materiału usuwa się następnie pilnikiem lub szlifierką.
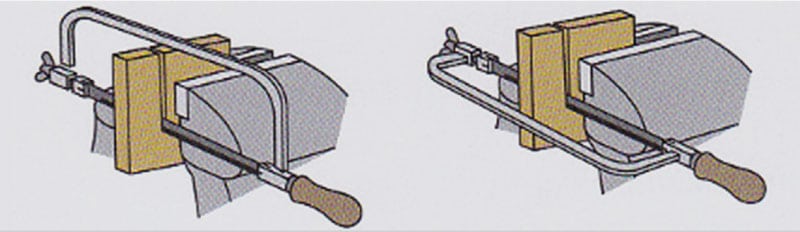
Rys.3. Przecinanie piłką ręczną przedmiotów długich [2]
Ramowe piły mechaniczne są maszynami, w których brzeszczot wykonuje ruch postępowo-zwrotny. Zaletą ramowej piły mechanicznej jest niski koszt narzędzia, a wadą mała wydajność cięcia, wynikająca przede wszystkim z jałowego ruchu powrotnego brzeszczotu. W pile ramowej brzeszczot zamocowany jest w suwaku, który, przesuwając się w prowadnicach, wykonuje roboczy ruch tnący. Długość skoku suwaka jest regulowana i zależy od wymiarów przecinanego przedmiotu. Aby zmniejszyć zużywanie się brzeszczotu w czasie jego ruchu jałowego, ramię suwaka jest lekko unoszone za pomocą mechanizmu hydraulicznego. Brzeszczoty pił ramowych wykonuje się ze stali narzędziowej stopowej lub szybkotnącej i posiadają uzębienie tylko z jednej strony. Wykonuje się je o długościach od 300 do 600 mm, a liczba rozwieranych zębów na długości 25 mm wynosi od 4 do 14 mm.
Zdecydowanie bardziej wydajną obrabiarką do cięcia metali w porównaniu do piły ramowej jest piła tarczowa, ponieważ nie występuje tu ruch jałowy narzędzia skrawającego.. Tarcza piły wykonuje dwa ruchy: główny obrotowy ruch tnący i pomocniczy ruch posuwowy, którego prędkość jest zależna od oporu skrawania. Piłą tarczową można przecinać materiał o średnicy do 250 mm. Tarcze pił wykonuje się o średnicach od 315 do 1000 mm. Zęby tnące mogą być wycinane w tarczy lub na segmentach ze stali szybkotnącej przymocowanych do tarczy. Stosuje się również tarcze z nakładkami z węglików spiekanych.
Piła taśmowa służy przede wszystkim do wycinania przedmiotów o skomplikowanych kształtach według wcześniej wykonanych rys traserskich. Piła ma postać długiej taśmy o spojonych końcach. Taśma tnąca przesuwa się z góry w dół ruchem ciągłym. Podczas przecinania przedmiot umieszcza się na stole roboczym i przesuwa się go ręcznie zgodnie z kierunkiem rys traserskich. Taśmy do tych pił mają długość zależną od typu obrabiarki, ale rzadko przekracza ona 30 m. Ich szerokość wynosi od 3 do 38 mm, a grubość od 0,6 do 1,2 mm.
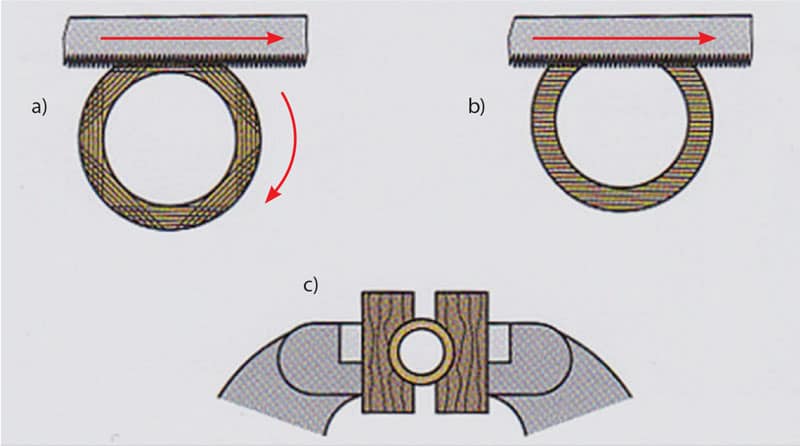
Rys.4. Przecinanie rur piłką ręczną: a) prawidłowe, b) nieprawidłowe, c) sposób zamocowania rur cienkościennych [2]
dr inż. Jan Krzos
Literatura pomocnicza
1. Figurski J., Popis S., Wykonywanie elementów maszyn, urządzeń i narzędzi, WSiP, Warszawa 2015.
2. Górecki A., Technologia ogólna. Podstawy technologii mechanicznych, WSiP, Warszawa 2012.
3. Mac S., Obróbka metali z materiałoznawstwem, WSiP, Warszawa1999.






dlaczego zęby w brzeszczocie muszą być skierowane do przodu?
Odpowiedź znajduje się artykule, prosimy go uważnie przeczytać i przeanalizować, a także zapoznać się z ilustracjami. Pozdrawiamy. portalnarzedzi.pl
Jak Ciąć plaskownik np 80×5 ?? W pionie czy w poziomie. Najważniejsze dlaczego jeśli w pionie?
Jest łatwiej i trzeba włożyć mniej wysiłku. pozdrawiamy. portalnarzedzi.pl