ZDOBIENIE LISTWY COKOŁOWEJ
W niniejszym odcinku „Festool radzi” zajmujemy się zdobieniem sosnowej listwy cokołowej. Do wykonania tego zadania użyjemy: strug HL 850 EB, stół wielofunkcyjny Festool MFT/3 oraz podciśnieniowy system mocowania Festool VAC SYS.

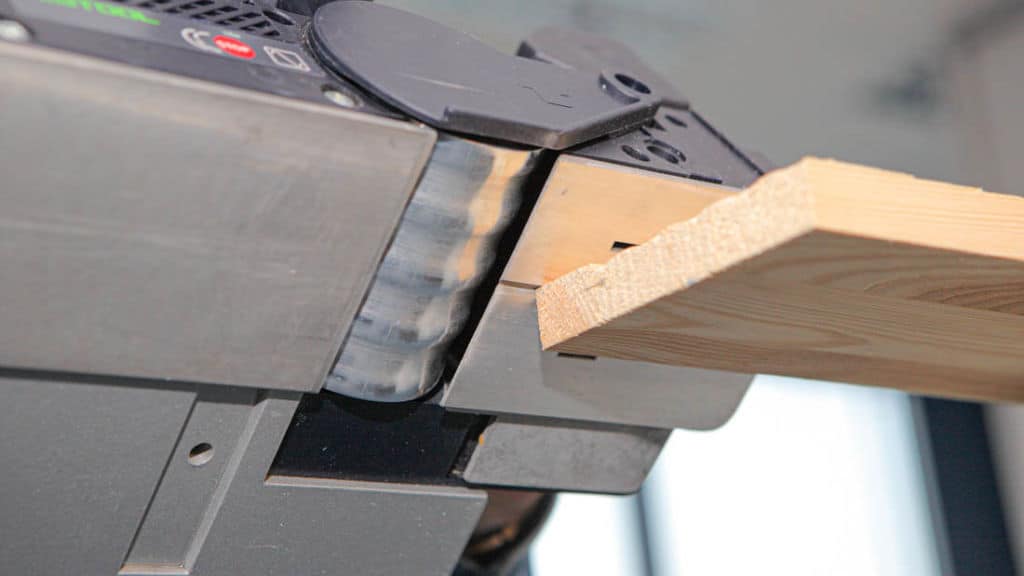
Zdobienie listwy cokołowej wykonamy przy użyciu struga Festool HL 850 EB wyposażonego w głowicę nożową HK 82 RG (fot. 1.) wykonującą struganie strukturalne typu „fala”. Pracę rozpoczynamy od demontażu głowicy standardowej HK 82 SD wchodzącej w skład wyposażenia standardowego (fot. 2a, 2b i 2c) i zamontowania głowicy strukturalnej (fot. 2d i 2e). Następnie pokręcając uchwytem ustawiamy głębokość strugania na „0” i blokujemy zieloną dźwignię (fot. 3). W precyzyjnym prowadzeniu struga po powierzchni listwy pomoże nam prowadnica równoległa PA-HL którą mocujemy do stolika głównego za pomocą kostki pośredniej i śruby z łbem motylkowym. (fot. 4.). Teraz możemy przystąpić do zamocowania listwy cokołowej. Ze względu na charakter obróbki wykorzystamy wygodne mocowanie podciśnieniowe Festool VAC SYS Set SE 1 wraz z jednostką VAC SYS SE 2. W ten sposób obrabiana listwa będzie stabilnie zamocowana na dwóch przyssawkach (fot. 5a i 5b). Następnie wykonujemy struganie wzdłużne powierzchni listwy (fot. 6a i 6b) w wyniku czego otrzymujemy ozdobne pofalowanie (fot. 7). Teraz przed przystąpieniem do fazowania krawędzi listwy głębokość strugania ustawiamy w pozycji „P” (fot. 8). Do precyzyjnego prowadzenia struga po narożu listwy wykorzystujemy specjalny wpust „V” znajdujący się w stoliku struga (fot. 9). W ten sposób wykonujemy wklęsłe fazowanie krawędzi (fot. 10a i 10b). Na zakończenie pracy krawędzie listwy przecieramy ręcznie przy użyciu kostki szlifierskiej Festool HSK – D150 H i papieru ściernego Rubin P 120 (fot. 11a i 11 b). Ta operacja kończy proces zdobienia listwy cokołowej (fot. 12.).