SYSTEM FESTOOL VS 600 DO POŁĄCZEŃ NAROŻNYCH (CZĘŚĆ II). POŁĄCZENIA NA WCZEPY KLINOWE i JASKÓŁCZY OGON
W niniejszym odcinku Festool radzi, omawiając system VS 600 do połączeń narożnych, opowiemy, jak w prosty sposób wykonać połączenia na wczepy klinowe.
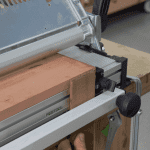
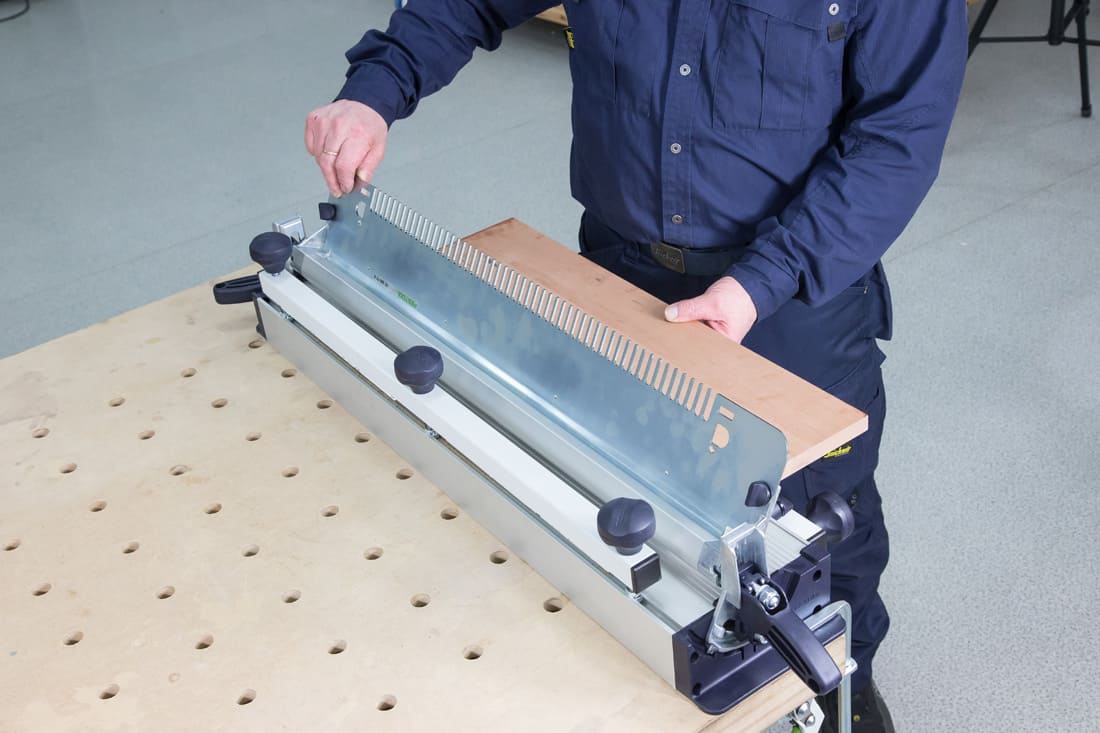
Do wykonania połączeń na wczepy klinowe, oprócz jednostki podstawowej systemu Festool VS 600, użyjemy (fot. 1.) szablonu FZ6 (do materiałów o grubości 6-10 mm), pierścienia kopiującego o średnicy 8,5 mm (nr kat. 490772), freza spiralnego o średnicy 6 mm (długość części roboczej – 21 mm, nr kat. HW 490978), frezarki górnowrzecionowej Festool OF 1010 EBQ. Połączenie na wczepy klinowe wykonamy z elementów drewnianych (jesion wędzony). Najpierw w jednostce podstawowej systemu VS 600 montujemy element antyopryskowy (fot. 2.), który zabezpiecza frezowany materiał przed uszkodzeniem podczas wychodzenia z niego frezu. Potem ustawiamy dwa zderzaki pozycjonujące na FZ6 i mocujemy 4 elementy obrabiane, ustawiając je parami z krawędziami bezpośrednio łączonymi do siebie i dociskając do odpowiednich zderzaków po obu stronach jednostki podstawowej (fot. 3.). Teraz opuszczamy szablon i, żeby móc precyzyjnie frezować, blokujemy go wkrętami mocowanymi w elemencie antyodpryskowym (fot. 4.). Mając we frezarce górnowrzecionowej Festool OF 1010 EBQ zamocowany pierścień kopiujący i frez (zob. część I artykułu pt. „System Festool VS 600 do połączeń narożnych”, Gazeta Narzędziowa 2/2018, s. 30), ustawiamy w niej prawidłową głębokość frezowania. Ponieważ jest ona równa grubości obrabianego materiału, opieramy element na zderzaku frezarki i dosuwamy do niego suwak regulacji głębokości frezowania z precyzerem mikrometrycznym (fot. 5.). Teraz przystępujemy do frezowania uprzednio przygotowanego materiału (fot. 6.).
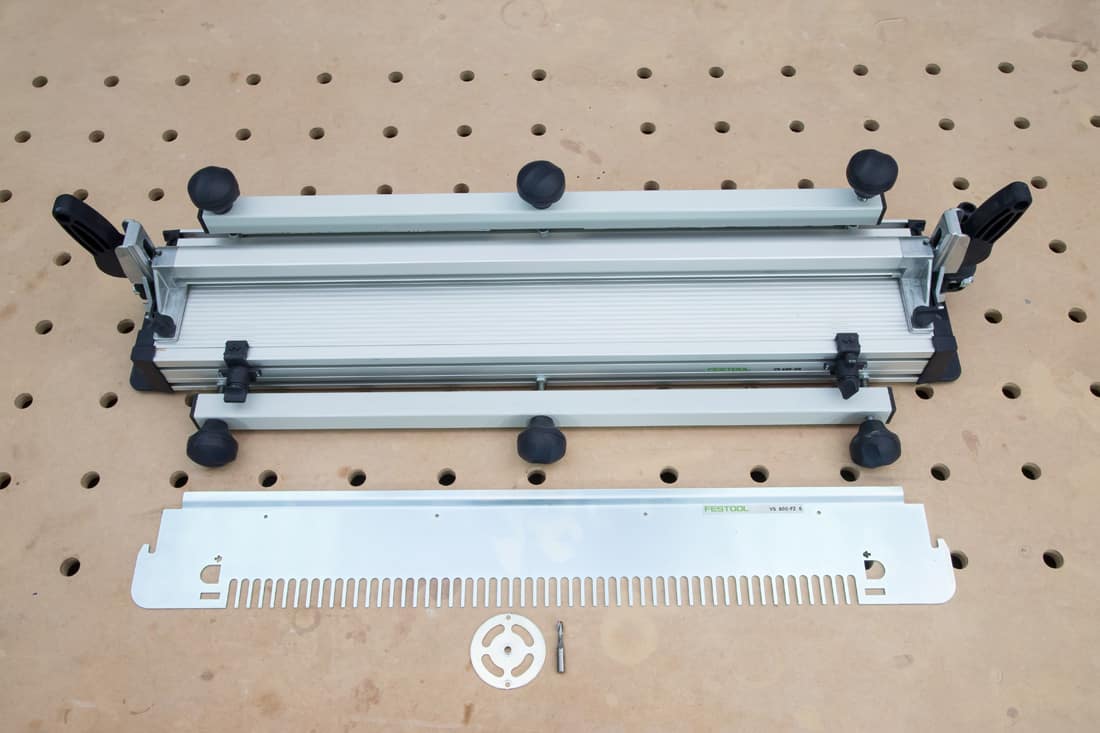
Fot. 1. Elementy systemu VS 600 użyte do wykonania połączenia FZ6 na wczepy klinowe
Podczas niego prowadzimy frezarkę za pomocą pierścienia po szablonie (fot. 7.). Po wyfrezowaniu luzujemy pokrętła i obracamy elementy o 180°, zamieniając je stronami. To oznacza, że boki frezowane z prawej strony obrabiamy z lewej; zaś te frezowane uprzednio z lewej, obrabiamy z prawej (fot. 8.). Po wykonaniu frezowania elementów (fot. 9.), przystępujemy do ich składania. Warto tu zauważyć, że frezowane boki każdego z elementów są swoim lustrzanym odbiciem, co widać wyraźnie na fot. 9. Wykonanie wczepów klinowych z użyciem systemu Festool VS 600 umożliwia dokładny montaż skrzynki (fot. 10. i 11.). Wczepów tego rodzaju możemy użyć do wykonania wielu różnych przedmiotów: skrzynek, pudełek, szuflad, etui na cygara, korpusów mebli, połączeń blatów itp. (fot. 12.). Takie połączenie ma dużą powierzchnię styku (klejenia) i jest bardzo trwałe, solidne oraz estetyczne. W artykule pokazaliśmy jeden z rozmiarów połączenia na wczepy klinowe (dla elementów o grubości 6-10 mm), który możemy wykonać za pomocą systemu Festool VS 600. Z jego użyciem wyfrezujemy też elementy o grubości 10-20 mm za pomocą szablonu FZ10, pierścienia kopiującego o średnicy 13,8 mm (nr kat. 484176 do frezarki Festool OF 1010 lub 492180 do OF 1400) i frezu palcowego o średnicy 10 mm (HW 490980 lub HSS 490946). Nadmieniamy, że za pomocą systemu Festool VS 600 możemy wykonać połączenia na wczepy, jaskółczy ogon i kołkowe o szerokości do 600 mm. W następnym odcinku „Festool radzi” pokażemy, jak wykorzystać system VS 600 do frezowania półkrytych połączeń na jaskółczy ogon (SZ14).
ST (Festool), pins
Fot. 2. Montaż elementu antyodpryskowego

Fot. 3. Prawidłowe zamocowanie elementów do frezowania

Fot. 4. Blokowanie szablonu wkrętami mocowanymi w elemencie antyodpryskowym

Fot. 5. Ustawianie głębokości frezowania

Fot. 6. Frezowanie wczepów klinowych

Fot. 7. Frezarkę prowadzimy za pomocą pierścienia po szablonie FZ6

Fot. 8. Prawidłowe zamocowanie elementów po ich obróceniu do drugiego frezowania

Fot. 9. Wyfrezowane elementy z użyciem systemu Festool VS 600

Fot. 10. Montaż skrzynki z frezowanych elementów jesionowych
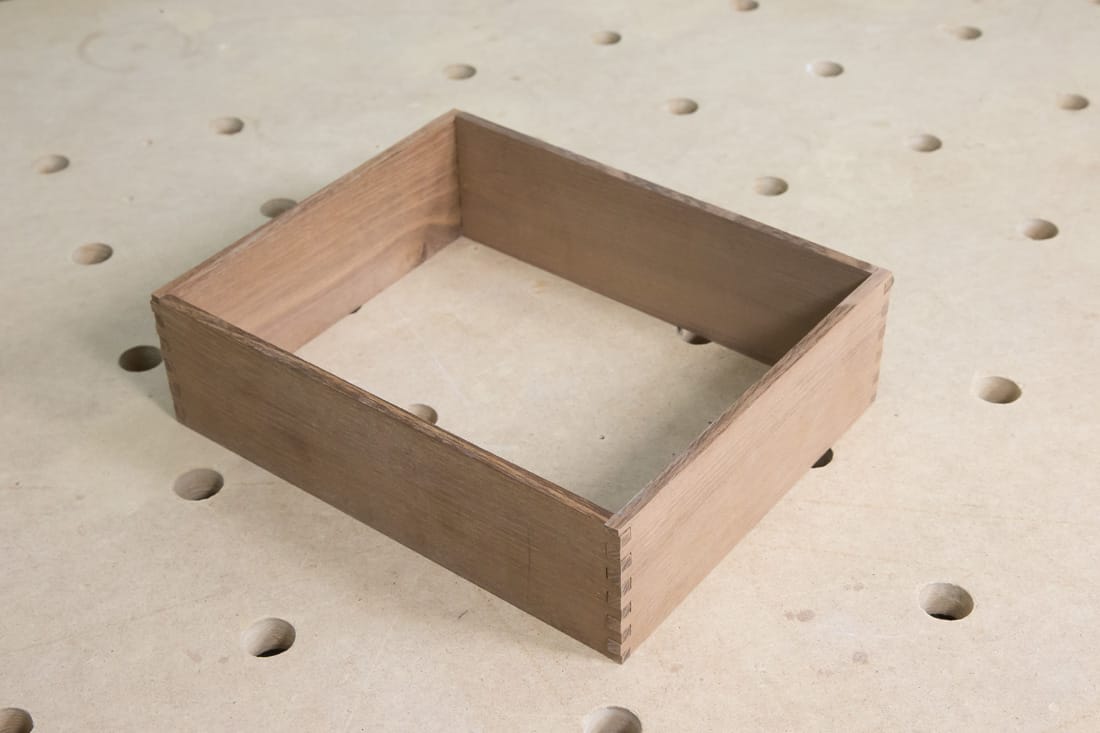
Fot. 11. Wykonana skrzynka z frezowanych elementów jesionowych
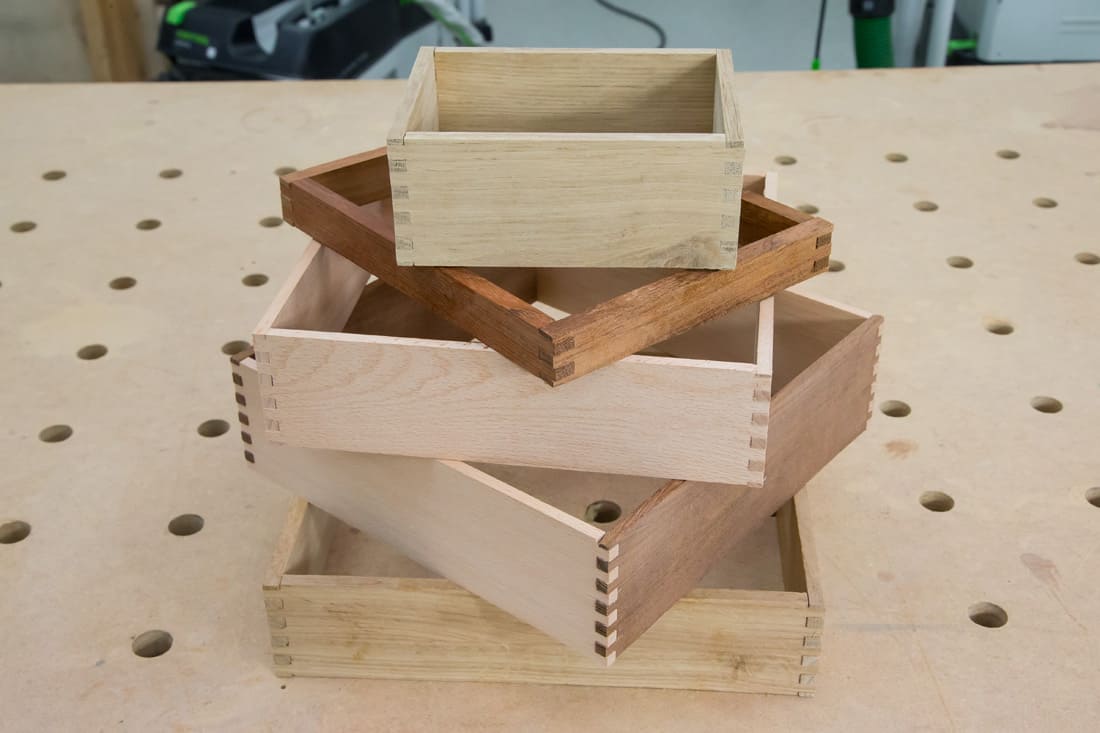
Fot. 12. Przykłady zastosowania połączenia na wczepy klinowe do elementów o grubości 6-10mm