Bity, czyli końcówki do mechanicznego wkręcania (cz. II). Budowa i rodzaje bitów oraz ich produkcja
W bitach można wyróżnić dwie główne części: tzw. napęd, czyli uchwyt do montowania tego narzędzia we wkrętarce lub wkrętaku, i grot, tj. element bezpośrednio współpracujący z łbem łącznika gwintowego.
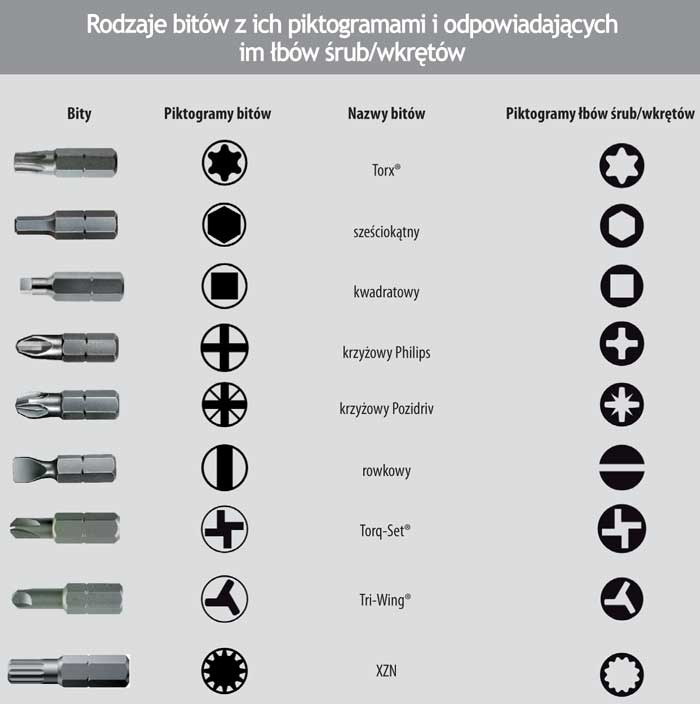
Obecnie bity, zgodnie z normą DIN 3126, produkuje się m.in. z napędami: A 5,5, C4, C 6,3, C8, E 6,3 i G7, a także z gwintem do mocowania w przemysłowych wkrętarkach wielogrotowych. Jak wiadomo, bity mogą mieć różne groty, które jednak swoim kształtem muszą pasować do poszczególnych wykonań łbów łączników gwintowych, inaczej narzędzia te byłyby bezużyteczne. Zgodnie więc z wyżej podanymi wykonaniami łbów, rozróżnia się groty rowkowe, krzyżowe Philips i Pozidriv, Torx®, Torx®TR, XZN, sześciokątne, kwadratowe, trójkątne, Torq-Set® i Tri-Wing®, itd. Warto tu zwrócić uwagę, że bitów nie stosuje się do następujących rodzajów łbów: sześciokątnych, trójkątnych i kwadratowych oraz zewnętrznych typu Torx® i XZN. Do pokręcania nimi służą specjalne nasadki i klucze.

Produkcja bitów
Narzędzia te wytwarza się z prętów wykonanych ze stali wanadowej, wanadowo-molibdenowej lub chromowo-wanadowo-molibdenowej. Pierwszą fazą wytwarzania jest podział prętów, a następnie obróbka skrawaniem oraz cieplna, a także w przypadku specjalnych wykonań tych narzędzi nanoszenie powłok zwiększających ich trwałość lub przyczepność do łbów łączników gwintowych.