Jak wiercić w twardej ceramice?
Jak wykonać otwór pod puszkę, rurę kanalizacyjną czy gazową, baterię sanitarną czy wreszcie kołek w twardej i zwykle drogiej płytce ceramicznej? Jak długo trwa taki proces? Kiedy warto skorzystać z prowadzenia, a kiedy wiercić na mokro? Jaka powinna być prędkość obrotowa? Tajniki wykonywania otworów w płytkach i kaflach przybliży nam firma ADIAM, hurtowy dostawca maszyn i narzędzi z zakresu techniki diamentowej.
Zanim spytamy o narzędzie, najpierw sprawdźmy dokładnie, w jakim materiale chcemy te otwory wykonać. Już samo nazewnictwo i sposoby oznaczania twardości gresu mogą wprowadzić nas w zakłopotanie. W sklepach spotkamy podobnie wykonane płytki nazywane jednak różnie w zależności od producenta. Najbardziej sensowny podział to wyróżnienie gresu technicznego oraz gresu porcelanowego (porcelanato gres). Czasami na etykietach można spotkać się z 5-stopniowym oznaczeniem klasy ścieralności na mokro PEI, rzadkością jest oznaczenie twardości według skali Mohsa 1-10 (metoda MCC – ścieranie na sucho).
Gres porcelanowy ma nawet twardości 9º w skali Mohsa, co oznacza, że może być zarysowany tylko diamentem. Równie twarde są niektóre płytki klinkierowe, szczególnie te podwójnie wypalane. Bardziej miękkie, bo 6–8º w skali Mohsa, są granity (grupa skał magmowych z przewagą skaleni i kwarcu). Są to jednak ciągle bardzo twarde materiały wymagające najwyższej klasy narzędzi diamentowych. Dla tej grupy płytek doskonałym wyborem będą szybkoobrotowe otwornice z diamentami lutowanymi próżniowo. Dają one gwarancję odporności mechanicznej podczas obróbki ekstremalnie twardych materiałów i w zasadzie brak możliwości stępienia, ponieważ są to kryształy diamentu syntetycznego przymocowane w procesie lutowania próżniowego. Tak właśnie powstają otwornice ADIAM serii ROCKET. Montaż bezpośrednio na wrzecionie szlifierki kątowej oraz możliwość pracy na sucho oznaczają wysoki komfort użycia. Cztery najmniejsze dostępne średnice (6, 8, 10, 12 mm) są wypełnione woskiem parafinowym, który absorbuje generowane ciepło, zastępując chłodzenie płynem. Karbowany profil krawędzi tnącej jeszcze bardziej zwiększa szybkość wiercenia do wartości wprost imponujących. Osiągane czasy wiercenia w płytkach standardowej grubości (do około 10 mm) oscylują w granicach nawet kilku sekund.

Za otwornicami wykonanymi w technologii lutowania próżniowego przemawia także fakt, że nie wymagają one żadnych akcesoriów do prowadzenia. Rozpoczynając wiercenie ustawiamy narzędzie pod kątem i na pełnej prędkości przykładamy do materiału, by już po chwili ustawić je prostopadle do płaszczyzny płytki. Wiercąc, należy wykonywać ruchy przypominające rozwiercanie otworu. Wskazane jest stosowanie delikatnego nacisku.

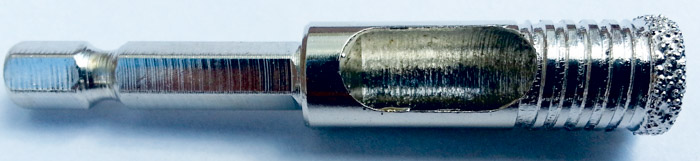
Kolejna grupa materiałów o mniejszej nieco twardości to gresy techniczne (klasa III), terakota i płytki wykonane z marmurów (skały osadowe, węglanowe, przede wszystkim kalcyt) czy innych jak trawertyny, serpentynity czy onyksy. Przedmiotowy zbiór jest dość szeroki i może powodować zniesmaczenie wśród geologów, jednak – naszym zdaniem – jest to rozsądne uproszczenie dla naszych potrzeb. Płytki z tych materiałów nie są już tak twarde jak wymienione w poprzednim akapicie, jednak wciąż mogą sprawiać problemy w obróbce. Wobec powyższego doskonałą propozycją w tym przypadku okazują się otwornice TIGUAN przeznaczone do użytku z zastosowaniem wiertarki. Segment wykonany w podobnej technologii jak w topowych ROCKETach, jednak zdecydowanie niższy koszt inwestycji czyni je interesującą alternatywą. Poza właściwościami niedostępnymi dla wierteł z nasypem galwanicznym otwornice TIGUAN mają także kilka ciekawych rozwiązań konstrukcyjnych. W okolicach spieku znajduje się gwint z głębokim rowkiem, który doprowadza wodę dokładnie na segment, wydatnie obniżając temperaturę pracy. Specyficzny kształt sprawia, że woda nie jest od razu rozpryskiwana na boki za sprawą ruchu obrotowego, a permanentnie tłoczona na ziarna diamentu.
Ostatnią grupę płytek i kafli o najniższej twardości stanowią zwykłe płytki ceramiczne oferowane w handlu pod nazwą płytek ściennych. Odpowiadają one klasie I i II PEI. Nie sprawiają problemów w obróbce przy odpowiednim doborze prędkości obrotowej. Można tutaj stosować także zwykłe wiertła galwaniczne, jednak wymagana jest delikatność oraz praca na mokro. Te narzędzia nie są tak agresywne jak wyżej wyszczególnione, toteż rozsądnym wydaje się użycie stabilizatorów ułatwiających rozpoczęcie wiercenia. Szczególnie istotne jest to przy pracach na już przyklejonych płytkach. W ofercie ADIAMu znajduje się solidna metalowa przyssawka do płytek ułatwiająca wiercenie dokładnie w wybranym miejscu. Warunkiem jest oczywiście gładka powierzchnia płytki, co w przypadku glazury nie stanowi problemu.
Orientacyjne wielkości prędkości obrotowych dla otwornic diamentowych
| Typ | Prędkość obrotowa |
| Otwornice serii ROCKET | 8000-12 000 obr./min* (praca na sucho) |
| Otwornice serii TIGUAN | 2500-5 000 obr./min* (praca na mokro, warunkowo na sucho) |
| Otwornice z nasypem galwanicznym | 1800-2500 obr./min* (tylko na mokro) |
* W zależności od twardości płytki i rozmiaruotwornicy






