
TEST PORÓWNAWCZY WIERTEŁ TREPANACYJNYCH MARKI BMM TOOLS
Firma BMM TOOLS oferuje szeroki zakres narzędzi precyzyjnych do obróbki skrawaniem metali, w tym wiertła trepanacyjne HSS i HM. Narzędzia te przeszły wymagające testy w Instytucie Zaawansowanych Technik Wytwarzania krakowskiego Instytutu Obróbki Skrawaniem, które pokazały, że wiertła są wysokiej jakości i oferują ponadprzeciętną efektywność.
BMM TOOLS oferuje wiertła trepanacyjne wykonane ze stali szybkotnącej HSS lub z zębami z węglików spiekanych. Są klasycznej konstrukcji i złożone z cylindrycznej części roboczej, która ma zęby na swoim obwodzie, oraz z uchwytu Weldon 19 mm. Zęby mają złożoną geometrię i dwa ostre ostrza (proste i wklęsłe półokrągłe), duży dodatni kąt natarcia i połączone są ze
spiralnymi rowkami wykonanymi w korpusie tych narzędzi oraz zaczynającymi się w przestrzeniach międzyzębnych. Rowki te podczas wiercenia służą do odprowadzania wiórów ze strefy obróbki. W ofercie BMM TOOLS znajdują się wiertła trepanacyjne wykonane ze stali szybkotnącej HSS o średnicach od 12 do 50 mm oraz z zębami z węglików spiekanych o średnicy od 12 do 80 mm. Wiertła HSS przeznaczone są do obróbki popularnych stali konstrukcyjnych, zaś HM – stali konstrukcyjnych i stopowych.Jak wiadomo, narzędzia te stosuje się do wykonywania otworów przelotowych. Mogą być używane w wiertarkach stacjonarnych oraz ze stopą elektromagnetyczną lub magnetyczną (tzw. wiertnice magnetyczne), jak też w obrabiarkach sterowanych mechanicznie oraz numerycznie (CNC). Przypominamy, że wiertła trepanacyjne odznaczają się o ok. 30% mniejszym zapotrzebowaniem na moc od spiralnych wierteł pełnych i dlatego znacznie przyspieszają wiercenie. Wycinają bowiem otwór jak piła otworowa, a nie zamieniają go na wióry jak wiertło. Efektem jest nie tylko szybkie wiercenie, ale też bardzo dobra jakość wykonania otworu pod względem jego dokładności wymiarowej oraz kształtowej i gładkości powierzchni. Powstaje przy tym znacznie mniej wiórów niż w przypadku wiertła pełnego i stosunkowo duży walcowy korek, który podczas wiercenia jest wycinany przez wiertło.

Test porównawczy wierteł trepanacyjnych HM marki BMM TOOLS
W Instytucie Zaawansowanych Technik Wytwarzania przebadano wiertła trepanacyjne BMM TOOLS o średnicy zewnętrznej 18 mm z sześcioma ostrzami z węglików spiekanych i uchwytem typu Weldon 19 mm (3⁄4”). Były one wyposażone w trzpień do wypychania rdzenia wywierconego otworu. Porównano je z markowymi niemieckimi wiertłami trepanacyjnymi HM klasy przemysłowej (oznaczone jako A) i polskimi (B). Badano po pięć wierteł każdej z marek. Testy prowadzono na centrum frezarskim typu DMC 75V Linear (firmy Deckel Maho) o mocy silnika napędu głównego 43,5 kW (100% DC), wiercąc otwory w płytach ze stali nierdzewnej ferrytycznej X6Cr13 według PN-EN 10088 (oznaczenie cyfrowe: 1.4000; gatunek 0H13 według PN-H-86020). Stal ta miała następujący skład chemiczny: C ≤ 0,08%, Si ≤ 1,0%, Mn ≤ 1,0%, P ≤ 0,04%, Cr 12,0÷14,0%, oraz twardość 79÷80 HRB (143-146 HB). Obrabiane płyty wykonane z niej miały wymiary 550 x 250 x 25 mm. Na każdej z nich wykonano po 184 otwory o średnicy 18 mm i długości 25 mm. Podczas testów stosowano chłodzenie emulsją olejową (woda + 5% obj. oleju Hysol R) i następujące parametry wiercenia: prędkość obrotowa – 250 obr./min (prędkość skrawania – 14,1m/min) i posuw – 0,13 mm/obr.
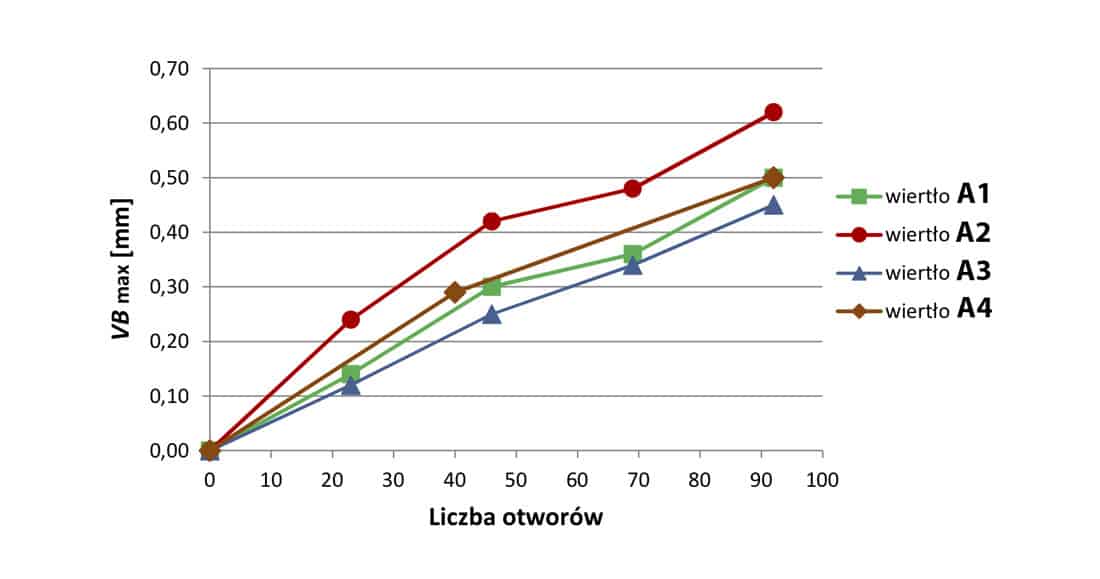
Zużycie wiertła trepanacyjnego (HM) A
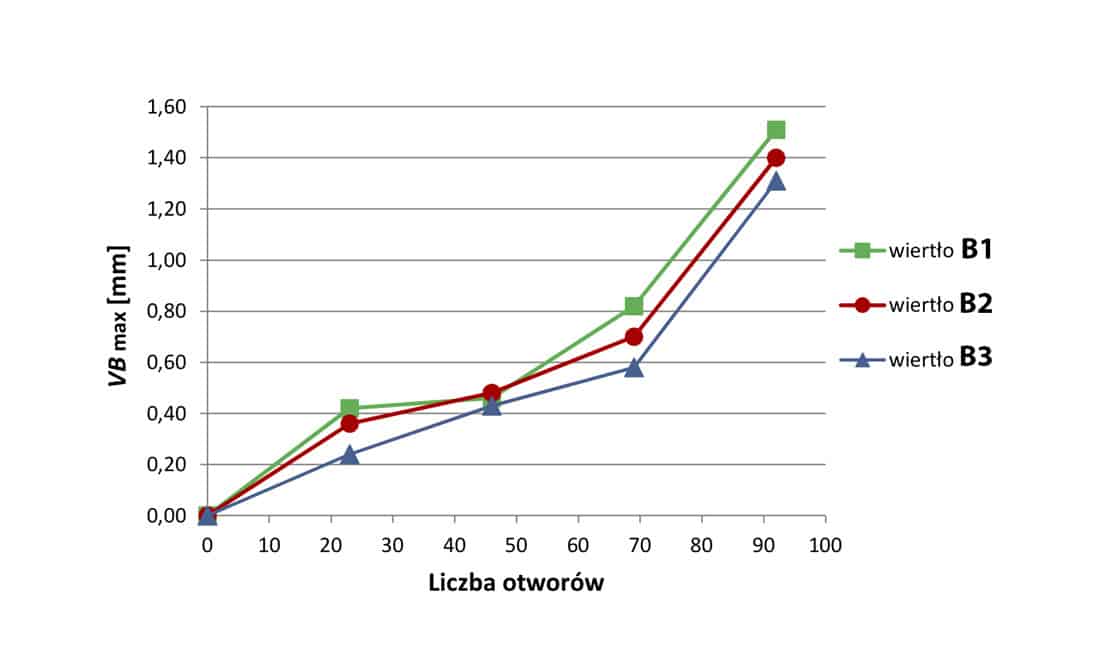
Zużycie wiertła trepanacyjnego (HM) B
Zużycie wiertła trepanacyjnego (HM) marki BMM TOOLS
Testy pokazały, że wiertło BMM TOOLS
miało zużycie (starcie) wynoszące 0,5 mm po wykonaniu średnio 81,3 otworu, co jest bardzo dobrym wynikiem w porównaniu do markowych wierteł niemieckich i znacznie lepszym w stosunku do polskich. Niemieckimi wiertłami wykonano bowiem średnio 87 otworów (wiertło A), zaś polskimi 51,3 otwory (wiertło B). Dalsze próby wiercenia powyżej 92 otworów dały dla wierteł BMM TOOLS i A zadowalające rezultaty. W ich przypadku, mimo stale narastającej wartości starcia na powierzchni przyłożenia, możliwe było wykonanie ponad 400 poprawnych otworów. Natomiast w przypadku wierteł B liczba wykonanych otworów nie przekroczyła 150. Dalsza praca wiertłem była niemożliwa.
Sprawdzono też zużycie (starcie) wierteł po wykonaniu 92 otworów. Wiertło A uzyskało średnią wartość 0,52 mm, wiertło BMM TOOLS – 0,56 mm, zaś B – 1,41 mm. Podsumowując przeprowadzone próby skrawności badanych wierteł trepanacyjnych HM – należy powiedzieć, że wiertła A BMM TOOLS są znacznie lepsze od wierteł B. Z nie większym niż 10% prawdopodobieństwem popełnienia błędu można także stwierdzić, że nie ma istotnych różnic w skrawności wierteł trepanacyjnych A i BMM TOOLS. Wiertła te wykazały się bardzo dobrą skrawnością, o czym świadczy możliwość wykonania nimi po ok. 400 poprawnych otworów. W przeliczeniu na drogę skrawania wynosi to ok. 10.000 mm, a w przeliczeniu na czas wiercenia (trwałość wierteł) – ok. 308 min (tj. ponad 5 godz.), przy założeniu stosowania tych narzędzi standardowo bez ostrzenia (czyli do zużycia całkowitego). W razie ewentualnego ostrzenia tych narzędzi, np. po osiągnięciu starcia 0,5 mm, trwałość ich ostrzy (czas do ostrzenia) wyniesie ok. 65 min (tj. ok. 1 godz.). Natomiast badane wiertła trepanacyjne B znacznie odbiegały właściwościami skrawnymi od A i BMM TOOLS, lecz właściwości te były na poziomie, który można jeszcze uznać za dostateczny, gdyż możliwe było uzyskiwanie za pomocą tych narzędzi 100÷150 poprawnych otworów (długość wiercenia – 2500÷3750 mm, trwałość wierteł, czyli czas wiercenia do całkowitego ich zużycia – 77÷115 min, tj. ok. 1÷2 godz.).
Testy pokazały, że jakość wierteł HM BMM TOOLS jest bardzo stabilna. Rozrzut wartości ich wyników dla poszczególnych ich egzemplarzy był bowiem znikomy. W przeciwieństwie do nich wiertła B miały spory wartościowo zakres wyników, co oznacza ich małą stabilność jakościową.

Test porównawczy wierteł trepanacyjnych HSS marki BMM TOOLS
W testach przeprowadzonych w Instytucie Zaawansowanych Technik Wytwarzania przebadano też wiertła trepanacyjne BMM TOOLS o średnicy zewnętrznej 18 mm ze stali szybkotnącej (HSS) z sześcioma ostrzami i uchwytem typu Weldon 19 mm (3⁄4”), wyposażone w trzpień do wypychania rdzenia wierconego otworu. Porównano je z markowymi wiertłami trepanacyjnymi HSS klasy przemysłowej niemieckimi (oznaczone jako C) i polskimi (D). Badano też po pięć wierteł z każdej z marek. Próby przeprowadzono na tym samym centrum obróbczym co wiertła HM oraz materiale (płyty ze stali nierdzewnej ferrytycznej X6Cr13). Podczas testów, używając chłodziwa (5% obj. Hysol R w wodzie), wykonano otwory przelotowe o średnicy 18 mm i długości 25 mm, stosując następujące parametry wiercenia: prędkość obrotowa – 150 obr./min (prędkość skrawania – 8,5 m/min), posuw – 0,13 mm/obr.
Wyniki testów pokazały, że wiertło BMM TOOLS miało zużycie (starcie) wynoszące 0,5 mm po wykonaniu średnio 130 otworów, co jest bardzo dobrym wynikiem w porównaniu do markowych wierteł niemieckich, które uzyskały wynik 115,7 otworu (wiertło C), i znacznie lepszym od polskich – 59,4 otworu (D). Sprawdzono też zużycie (starcie) testowanych wierteł po wykonaniu 138 otworów. Wiertło C uzyskało średnią wartość 0,52 mm, wiertło BMM TOOLS – 0,49 mm, zaś D – 0,77 mm. Potwierdziło to uzyskane wyniki po wywierceniu 138 otworów.
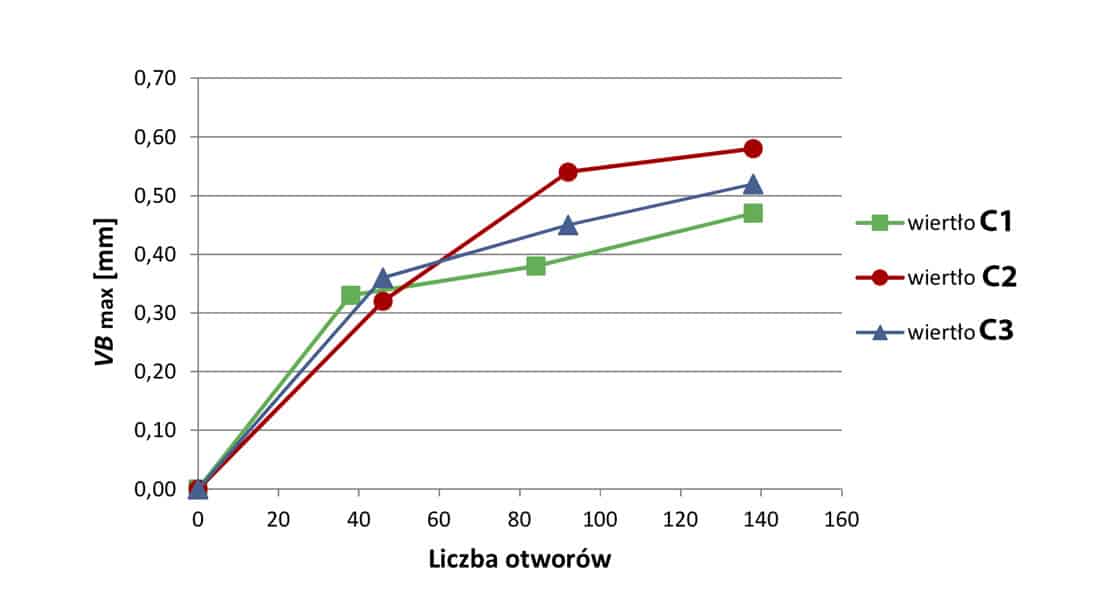
Zużycie wiertła trepanacyjnego (HSS) C
Reasumując testy, należy stwierdzić, że wiertła HSS marki BMM TOOLS są lepsze od markowych wierteł niemieckich i znacznie lepsze od polskich (C). Wykazały się bardzo dobrą skrawnością, o czym świadczy możliwość wykonania nimi po 138 poprawnych otworów, przy starciu na powierzchni przyłożenia odpowiednio 0,49 mm. 138 otworów to w przeliczeniu na drogę skrawania ok. 3450 mm, a w przeliczeniu na czas wiercenia (trwałość wierteł) – ok. 177 min (tj. blisko 3 godz.). Warto tu wspomieć, że wiertła BMM TOOLS mogły pracować nadal, wykonując poprawne otwory przy znacznie większym zużyciu (rzędu co najmniej 0,9 mm).
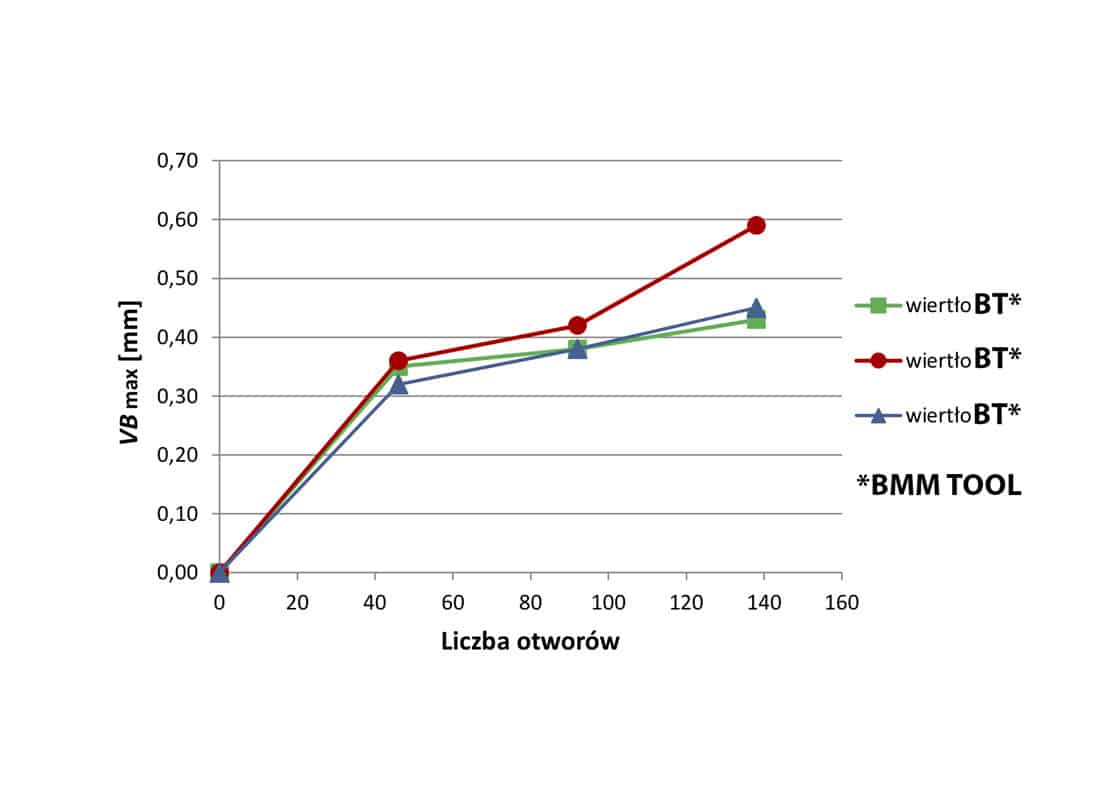
Zużycie wiertła trepanacyjnego (HSS) BMM TOOLS
Jakość wierteł HSS BMM TOOLS była bardzo stabilna. bo rozrzut wartości wyników dla poszczególnych ich egzemplarzy był niewielki. Nie można tego powiedzieć o wiertłach D, które miały znacznie większy wartościowo zakres wyników, co oznacza ich małą stabilność jakościową.

Reasumując testy wierteł trepanacyjnych HM i HSS marki BMM TOOLS, przeprowadzone w Instytucie Zaawansowanych Technik Wytwarzania, należy stwierdzić, że narzędzia te oferują na rynku najwyższą jakość, co oznacza ich wysoką produktywność i duże oszczędności dla ich użytkowników. Są równie dobre jak markowe wiertła niemieckie (wiertła HM) lub lepsze (HSS), natomiast polską konkurencję pozostawiają daleko w tyle po względem trwałości i jakości wykonania i wiercenia.






