
Szlifowanie drewna (część III)

Taśmy ścierne bezkońcowe należą do tej grupy wyrobów ściernych nasypowych, które powszechnie stosuje się w kształtującej i wykończeniowej obróbce drewna. Wykonuje się je na żądany wymiar przez wykrawanie z rulonów wyrobów ściernych. Aby powierzchnia obrabianego elementu miała wymaganą jakość, końce pasów łączy się według specjalnie opracowanej technologii.
Z uwagi na budowę taśmy mogą mieć nasyp jednowarstwowy, wielowarstwowy lub przestrzenny wykonany głównie z elektrokorundu lub węglika krzemu o ziarnistości od P16 do P600. Z kolei ze względu na sposób nakładania ziarna można wyróżnić taśmy z nasypem nałożonym grawitacyjnie lub w polu elektrostatycznym. W
zależności od przeznaczenia taśmy ścierne wykonuje się z nasypem otwartym (pokrycie 50-70% powierzchni podłoża), półotwartym (pokrycie 70-90% powierzchni) lub zamkniętym (czyli pełne 100-proc. pokrycie powierzchni podłoża ziarnami). Biorąc pod uwagę wymaganą jakość obrabianej powierzchni oraz warunki eksploatacji, końce taśm ściernych łączy się na zakładkę lub wykonuje się je jako złącze stykowe o niemal niewyczuwalnym oddziaływaniu na przedmiot obrabiany. Taśmy o standardowych złączach zakładkowych stosuje się wtedy, gdy nie ma szczególnych wymagań co do jakości obrabianej powierzchni. Taśmy połączone na zakładkę muszą pracować w ściśle określonym kierunku, który określa strzałka znajdująca się na podłożu. Złącza stykowe, czyli doczołowe, wykonuje się jako proste lub faliste. Są one podklejone folią i stosuje się je wtedy, gdy wymagana jest praca bez uderzeń. Taśmą taką można szlifować w obu kierunkach i dzięki temu jest ona w pełni wykorzystana.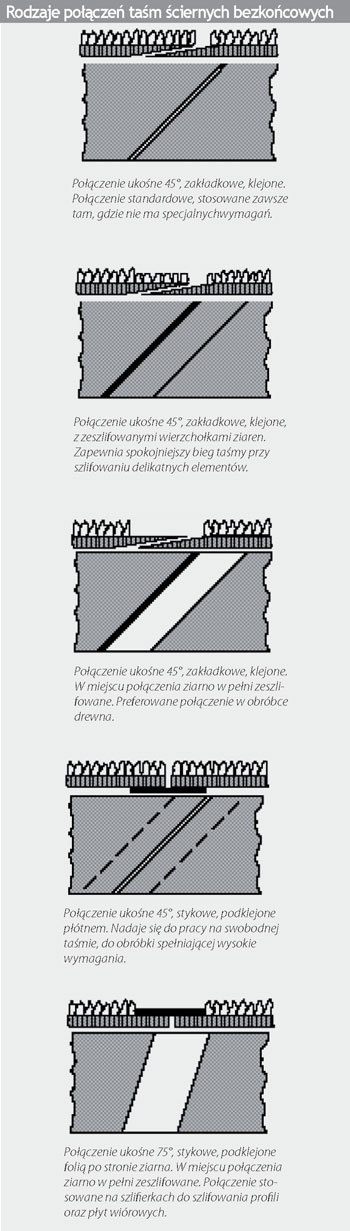
W obrębie wymienionych grup połączeń końców taśm ściernych firma KLINGSPOR stosuje własną symbolikę. Połączenia zakładkowe klejone określa literami: F1, F2 i F5. Połączenie typu F1 jest standardowym połączeniem taśm bezkońcowych na podłożu papierowym. Ziarno pokrywa w całości strefę złącza i połączenie jest wykonane pod kątem 45°. Taśma taka może być zastosowana z wykorzystaniem zarówno stopy, jak i walca kontaktowego. Połączenie takie stosuje się wtedy, gdy brak jest specjalnych wymagań jakościowych.
W połączeniu F2 końce taśmy są również klejone pod kątem 45°, ale wierzchołki ziaren są zaszlifowane. Ta forma połączenia gwarantuje spokojniejszy bieg taśmy i jest stosowana najczęściej do wąskich pasów na podłożu papierowym i płóciennym, np. do szlifowania delikatnych elementów.
Połączenie oznaczone jako F5 stosuje się głównie do taśm na podłożu płóciennym wykorzystywanych w elektronarzędziach, czyli do szlifowania ręcznego. Połączenie jest wykonane pod kątem 45°, a ziarno w miejscu połączenia jest w pełni zeszlifowane. Takie połączenie powoduje, że miejsce to jest bardziej elastyczne i taśma może być bez ryzyka prowadzona przez rolkę o niewielkim promieniu.
Połączenia stykowe wzmacniane folią firma KLINGSPOR oznacza symbolami F4G i F6. Złącze typu F4G stosuje się do łączenia wąskich i szerokich taśm o podłożu płóciennym. Podklejona folia jest wzmocniona włóknem szklanym, a taśma taka pracuje bardzo stabilnie i zapewnia pełne wykorzystanie ziaren ściernych. Do szlifowania profili oraz płyt wiórowych z użyciem stopy lub belki dociskowej stosuje się taśmy ścierne, których końce połączone są złączem oznaczonym jako F6. W miejscu połączenia ziarno jest całkowicie zeszlifowane, a styk taśm jest podklejony folią od strony ziarna. W ten sposób folia łącząca nie zostaje zniszczona przez nieruchomy element kontaktowy.
Bezkońcowe taśmy ścierne są znormalizowane. Ich szerokości mają zakres 2,5-2650 mm. Dodatkowo dzieli się je na wąskie (do 500 mm) i szerokie (powyżej 500 mm). W obróbce ręcznej, w zastosowaniach amatorskich i rzemieślniczych taśmy ścierne mają najczęściej wymiar mieszczący się w granicach 75-100 mm. Z kolei w obróbce zmechanizowanej, na dużych stacjonarnych szlifierkach stosuje się taśmy o szerokości 150 mm lub więcej, zwłaszcza podczas szlifowania dużych powierzchni płaskich.
Długości ściernych taśm bezkońcowych wynoszą od 400 do 12500 mm. Jednak najczęściej stosowane są taśmy o długości 1500-4000 mm. W krótszych taśmach duży wpływ na ich cenę ma koszt sklejenia końców oraz częsta ich wymiana
z powodu mniejszej trwałości. Dłuższe taśmy są bardziej trwałe, ale ich przypadkowe uszkodzenie generuje znaczne większe koszty materiałowe.Aby optymalnie wykorzystać bezkońcową taśmę ścierną, należy przed jej wyborem określić rodzaj podłoża, spoiwa, rodzaj i numer ziarna ściernego, a także typ nasypu. Wszystkie rodzaje taśm bezkońcowych znajdują szerokie zastosowanie w obróbce kształtującej, do szlifowania, polerowania i czyszczenia powierzchni przedmiotów z drewna, a także do usuwania farb, lakierów, szpachlówek, itp.
W każdej taśmie ściernej miejsce połączenia taśmy w pas bezkońcowy stanowi strefę krytyczną, ponieważ w tym miejscu przerwana jest równomiernie nałożona warstwa ścierniwa. Normy techniczne nakazują, aby wytrzymałość na zerwanie w miejscu sklejenia nie była znacząco mniejsza niż wytrzymałość taśmy ściernej litej.
Szlifowanie drewna bezkońcową taśmą ścierną można wykonywać wzdłuż lub w poprzek włókien. Podczas szlifowania w poprzek włókien uzyskuje się większą wydajność ubytkową, jednak obrobiona powierzchnia wykazuje tzw. szorstkość. Z tego powodu szlifowanie taśmą ścierną odbywa się z reguły wzdłuż włókien*.
* W artykule wykorzystano materiały zawarte w poradniku firmy Klingspor „Szlifowanie drewna” oraz w podręczniku: W. Pszczołowski, P. Rosienkiewicz „Obróbka ścierna narzędziami nasypowymi”, WNT, Warszawa 1995.





