
SYSTEM FESTOOL VS 600 DO POŁĄCZEŃ NAROŻNYCH (CZĘŚĆ I). BUDOWA I OBSŁUGA.
Połączenia narożne na jaskółczy ogon, na wczepy klinowe i kołki stosuje się szeroko w meblarstwie oraz w wyrobach z drewna: przedmiotach ozdobnych, wyposażeniu łodzi, jachtów itd. Dlatego w kolejnych odcinkach Festool Radzi omówimy system VS 600, który ułatwia wykonywanie tego typu połączeń z użyciem frezarek górnowrzecionowych.
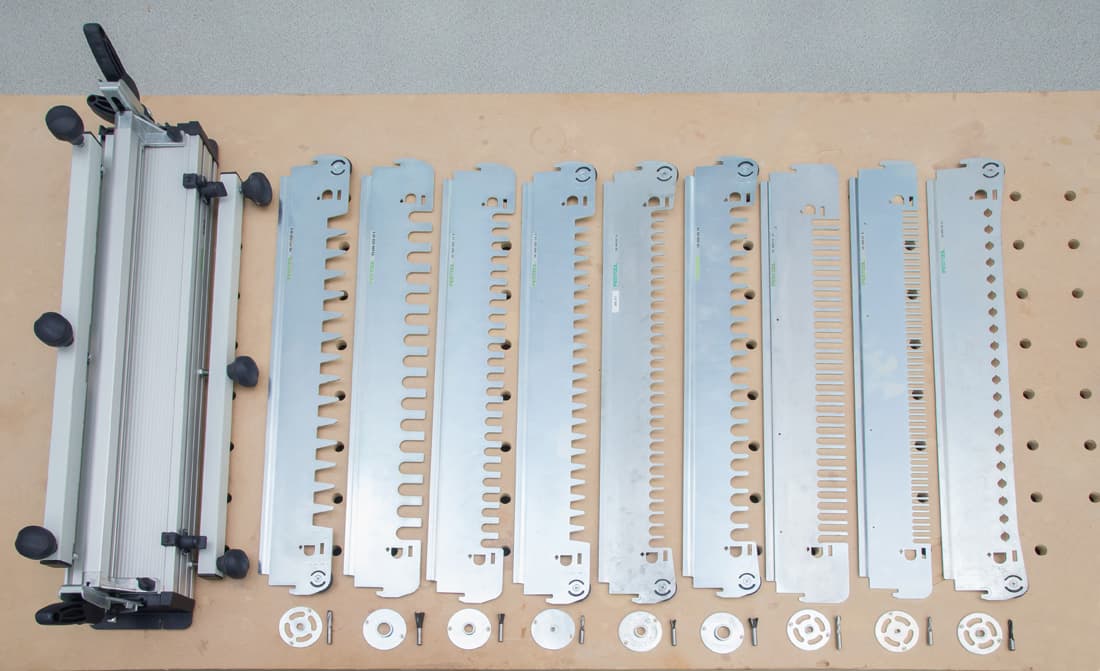
Fot. 1. System Festool VS 600: jednostka podstawowa i 9 wymiennych szablonów oraz pierścieni kopiujących
System Festool VS
600 składa się z jednostki podstawowej i dziewięciu wymiennych szablonów oraz pierścieni kopiujących (fot. 1.) służących do wykonywania siedmiu rodzajów połączeń narożnych za pomocą frezarek górnowrzecionowych Festool OF 1010 lub OF 1400 (fot. 2.).

Fot. 2. Frezarki górnowrzecionowe Festool OF 1010 i OF 1400 przeznaczone do współpracy z systemem VS 600
Jednostkę podstawową tworzą korpus, dwie belki dociskowe do mocowania poziomego i pionowego elementów obrabianych, segment uchylny do mocowania szablonów, pokrętła i dźwignie montażowe zastosowane w wymienionych elementach oraz zderzaki pozycjonujące (fot. 3.).

Fot. 3. Prawidłowo zamocowana jednostka podstawowa systemu VS 600
Żeby prawidłowo wykorzystywać system Festool VS 600, najpierw powinniśmy stabilnie go zamocować do stołu warsztatowego. Możemy to zrobić za pomocą wkrętów (fot. 4.)

Fot. 4. Montaż korpusu systemu Festool VS 600 za pomocą wkrętów
lub ścisków (fot. 5.).

Fot. 5. Montaż korpusu systemu Festool VS 600 za pomocą ścisków
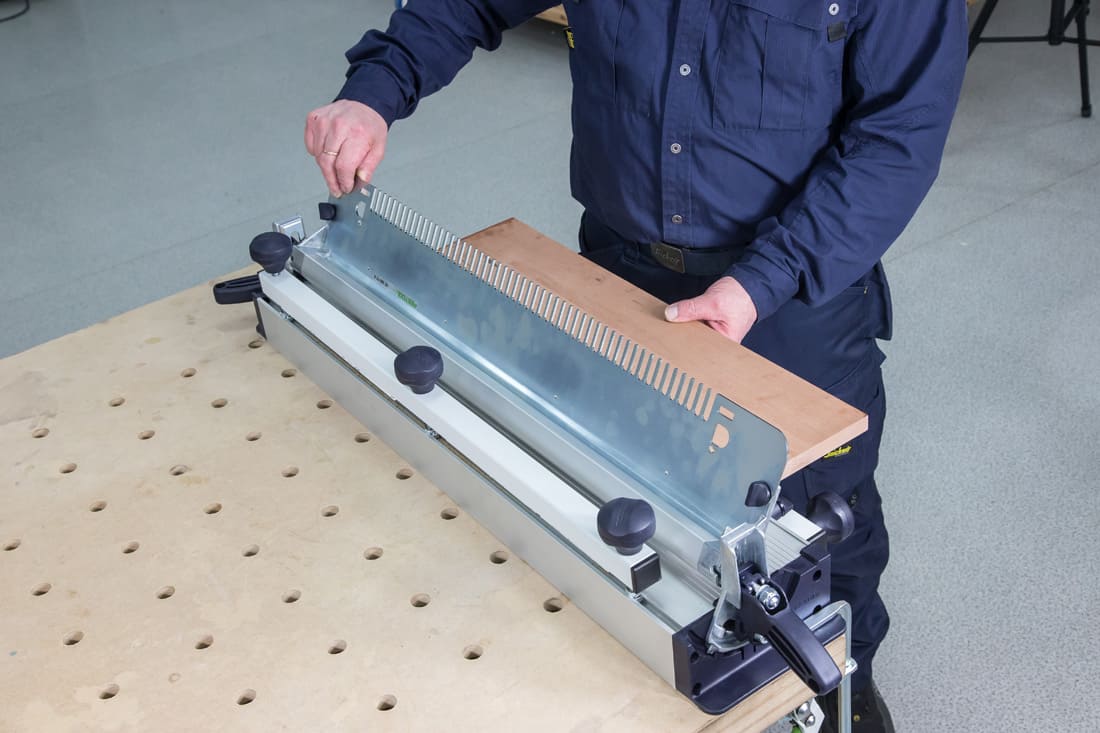
Należy przy tym pamiętać, żeby jednostka podstawowa wystawała poza krawędź stołu na ok. 5 mm. Następnie moctujemy w niej szablon, w naszym wypadku jest to szablon do połączeń klinowych FZ6 (fot. 6. i 7.).

Fot. 6. Mocowanie szablonu do połączeń palcowych FZ6

Fot. 7. Prawidłowo zamocowany szablon FZ6
Aby móc prawidłowo spozycjonować elementy obrabiane, musimy użyć odpowiednich zderzaków pozycjonujących i ustawić je, kierując do siebie. Informują one, do których szablonów stosuje się dany zderzak. W naszym wypadku wykorzystujemy zderzak FZ6 (fot. 8.).

Fot. 8. Prawidłowe ustawienie zderzaka
Po prawidłowym wyborze zderzaków ustawiamy dokładnie ich pozycję. W tym celu posługujemy się otworami na obu bokach szablonów. Zderzaki strzałkami dosuwamy do płaskich boków otworów tak, aby ściśle do nich przylegały, a następnie ich pozycję blokujemy pokrętłami (fot. 9.).
 https://portalnarzedzi.pl/wp-content/uploads/2018/03/Fot_09_FR_VS600-1-1024x682.jpg 1024w, https://portalnarzedzi.pl/wp-content/uploads/2018/03/Fot_09_FR_VS600-1-360x240.jpg 360w" sizes="(max-width: 1100px) 100vw, 1100px"> Fot. 9. Pozycjonowanie zderzaków
https://portalnarzedzi.pl/wp-content/uploads/2018/03/Fot_09_FR_VS600-1-1024x682.jpg 1024w, https://portalnarzedzi.pl/wp-content/uploads/2018/03/Fot_09_FR_VS600-1-360x240.jpg 360w" sizes="(max-width: 1100px) 100vw, 1100px"> Fot. 9. Pozycjonowanie zderzaków
Gdy mamy prawidłowo ustawiony i wyregulowany system VS 600, luzujemy dźwignie blokujące szablon i podnosimy go. Następnie pod szablonem mocujemy element antyodpryskowy (fot. 10. i 11.)
Fot. 10. Mocowanie elementu antyodpryskowego

Fot. 11. Prawidłowo zamocowany element antyodpryskowy
i blokujemy go wkrętem, korzystając z przeznaczonych do tego otworów (fot. 12.).

Fot. 12. Blokowanie elementu antyodpryskowego z użyciem wkrętów
Żeby spełniał swoją rolę, powinien być grubszy od elementu obrabianego o 5 mm. Zapewni on czystą krawędź przy wyjściu frezu z materiału obrabianego oraz zabezpieczy jednostkę podstawową przed uszkodzeniem frezem.
Mając tak przygotowany system Festool VS 600 do pracy, dokonujemy odpowiednich do zastosowanego szablonu i rodzaju połączenia regulacji frezarki górnowrzecionowej Festool OF 1010. Najpierw montujemy w stopie frezarki odpowiedni pierścień kopiujący, mocując go wstępnie z pewnym luzem (fot. 13.).
Fot. 13. Wstępne mocowanie pierścienia kopiującego w stopie frezarki
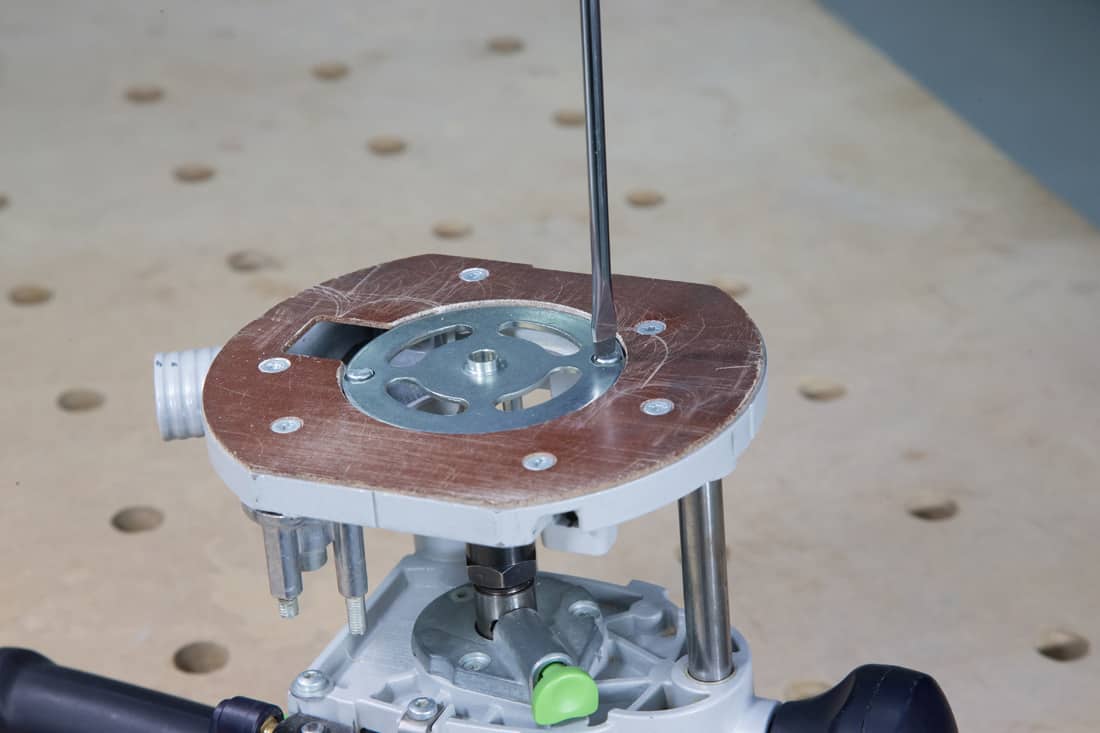
Następnie w uchwycie narzędziowym montujemy stożek, którym centrujemy pierścień (fot. 14.).

Fot. 14. Centrowanie pierścienia z użyciem stożka
Gdy to zrobiliśmy, ostatecznie mocujemy pierścień, dokręcając śruby (fot. 15.).
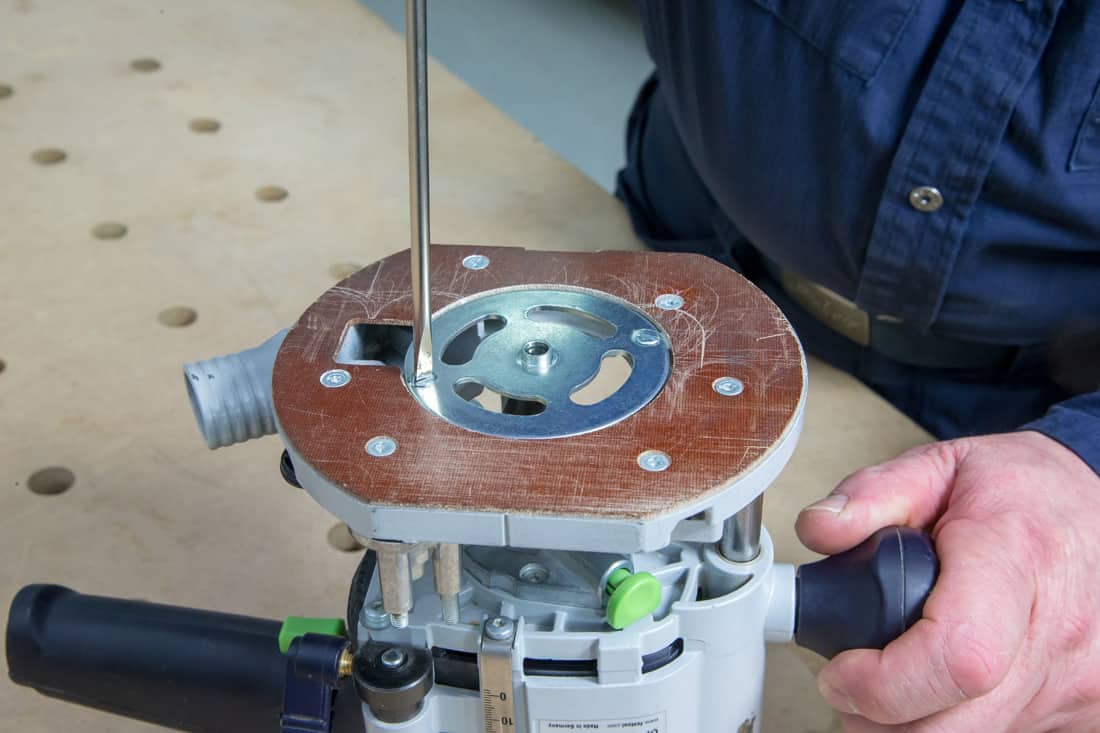
Fot. 15. Dokręcanie śrub mocujących pierścień kopiujący
Czynność centrowania jest bardzo istotna, bo dzięki temu pierścień kopiujący jest współosiowy z frezem, co zapewnia wysoką dokładność obróbki. Teraz dopiero, po zdemontowaniu stożka centrującego, mocujemy odpowiedni frez (fot. 16.)

Fot. 16. Mocowanie frezu
i przystępujemy do ustawienia głębokości frezowania (fot. 17.),

Fot. 17. Regulacja głębokości frezowania
którą dobiera się do danego rodzaju połączenia. Gdy mamy prawidłowo skonfigurowaną frezarkę, możemy rozpocząć frezowanie połączeń (fot. 18.).

Fot. 18. Frezowanie połączenia
W następnym
odcinku Festool Radzi opowiemy o wykonywaniu połączeń na wczepy klinowe (FZ6) i jaskółczy ogon (SZ14).





